فولاد آلیاژی به طور قابل توجهی قوی تر از فولاد کربنی ساده است. بسته به درجه و شرایط عملیات حرارتی، مقاومت کششی فولاد آلیاژی متفاوت است 600 مگاپاسکال تا بیش از 1900 مگاپاسکال با قدرت تسلیم از حدود 415 مگاپاسکال تا 1600 مگاپاسکال یا بالاتر. هنگامی که به عنوان آهنگری فولاد آلیاژی تولید می شود، این مقادیر توسط پالایش دانه و ساختار الیاف جهت دار که فرآیند آهنگری ایجاد می کند افزایش می یابد - معمولاً 10 تا 30٪ استحکام خستگی بهتری را در مقایسه با همان آلیاژ به شکل ریخته گری یا نورد ارائه می دهد.
کلمه "فولاد آلیاژی" خانواده وسیعی از فولادها را پوشش می دهد. چیزی که آنها را متحد می کند افزودن عمدی عناصر آلیاژی - کروم، مولیبدن، نیکل، وانادیم، منگنز، سیلیکون یا ترکیبی از آنها - در سطوحی بالاتر از فولاد کربن استاندارد است. هر افزودنی هدف خاصی را دنبال می کند: کروم سختی پذیری و مقاومت در برابر خوردگی را افزایش می دهد، مولیبدن استحکام در دمای بالا را بهبود می بخشد و از شکنندگی مزاج جلوگیری می کند، نیکل باعث افزایش چقرمگی در دماهای پایین می شود و وانادیم اندازه دانه را اصلاح می کند و در عین حال مقاومت به سایش را افزایش می دهد. اثر ترکیبی، مادهای است که تقریباً در هر دسته مکانیکی از فولاد کربنی بهتر عمل میکند، بههزینه قیمت مواد خام بالاتر و نیازهای سختتر عملیات حرارتی.
اعداد مقاومت فولاد آلیاژی: آنچه که داده ها در واقع نشان می دهند
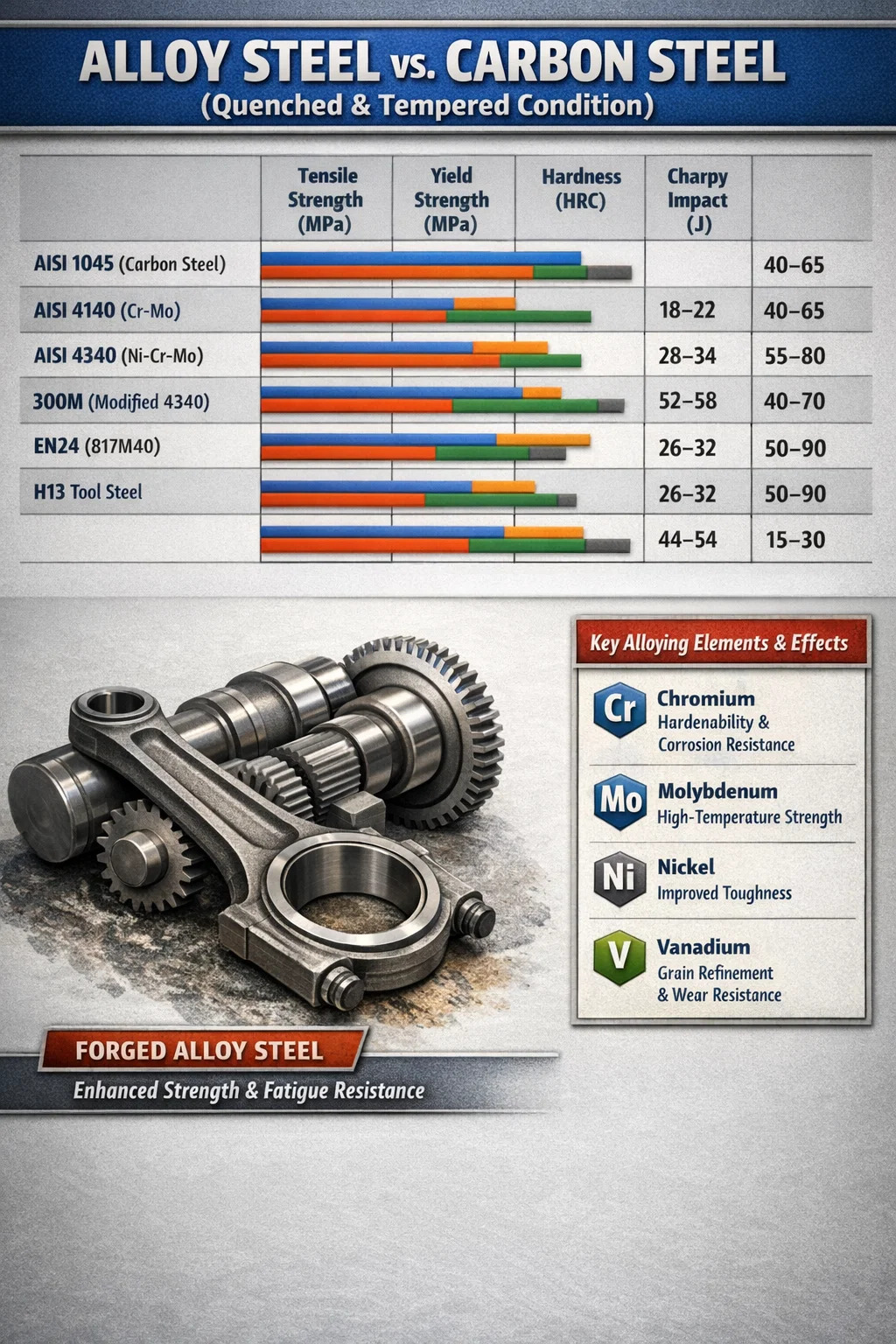
اطلاعات خواص مکانیکی فولادهای آلیاژی بسته به درجه، اندازه مقطع و شرایط عملیات حرارتی متفاوت است. جدول زیر چندین درجه فولاد آلیاژی پرکاربرد را در شرایط معمولی عملیات حرارتی آنها در کنار فولاد کربن مرجع برای زمینه مقایسه می کند.
| درجه | مقاومت کششی (MPa) | قدرت تسلیم (MPa) | سختی (HRC) | ضربه چارپی (J) |
|---|---|---|---|---|
| AISI 1045 (فولاد کربن، Q&T) | 570-700 | 380–520 | 18-22 | 40-65 |
| AISI 4140 (Cr-Mo، Q&T) | 900-1100 | 655–965 | 28-34 | 55-80 |
| AISI 4340 (Ni-Cr-Mo، Q&T) | 1100-1450 | 980–1380 | 35-44 | 40-70 |
| 300M (4340 اصلاح شده) | 1930-2000 | 1585-1655 | 52-58 | 34-54 |
| EN24 (817M40، Ni-Cr-Mo) | 850-1000 | 700-850 | 26-32 | 50-90 |
| فولاد ابزار H13 (کار گرم) | 1200-1600 | 1000–1380 | 44-54 | 15-30 |
این ارقام برای میله های استاندارد یا مقطع های آهنگری زیر 100 میلی متر است. مقاطع بزرگتر خواص کمتری نشان خواهند داد زیرا سختی پذیری میزان یکنواختی ریزساختار را از طریق مواد ضخیم ایجاد می کند - عاملی که به ویژه در فولاد کربنی مشخص است و در گریدهای آلیاژی بالا مانند 4340 شدیدتر است.
چرا آهنگری فولاد آلیاژی از فولاد آلیاژی ریخته گری یا نورد شده قوی تر هستند
فرآیند آهنگری کاری را انجام می دهد که نه ریخته گری و نه نوردکاری به طور کامل تکرار نمی شود: فولاد را مجبور به تغییر شکل پلاستیکی کنترل شده در زمان گرم می کند، که تخلخل داخلی را می بندد، اندازه دانه را اصلاح می کند و یک جریان دانه پیوسته ایجاد می کند که از هندسه قطعه تمام شده پیروی می کند. در آهنگری های فولادی آلیاژی، این ترکیب خواص مکانیکی ایجاد می کند که بیشتر از آنچه همان آلیاژ در سایر اشکال محصول به دست می آورد.
تفاوت عملی قابل اندازه گیری است. مقایسه های منتشر شده بین فولاد آلیاژی آهنگری و ریخته گری 4340 نشان می دهد که نسخه آهنگری معمولاً به موارد زیر دست می یابد:
- 20-30٪ استحکام خستگی بالاتر تحت بارگذاری چرخه ای
- 15-25٪ مقاومت بهتر در برابر ضربه (انرژی جذب شده چارپی)
- بهبود شکل پذیری و کاهش سطح در آزمایش کشش
- سازگاری بیشتر بین قطعات تست گرفته شده از مکان های مختلف در همان قسمت
مزیت جریان دانه به ویژه برای اجزای تحت بارگذاری متناوب یا ضربه ای قابل توجه است. یک میله یا میل لنگ فولاد آلیاژی آهنگری جریان دانه بدون وقفه در شعاع فیله دارد - دقیقاً جایی که ترک های خستگی شروع می شوند. یک معادل ریخته گری دارای جهت گیری تصادفی دانه در آن مکان های بحرانی است، به همین دلیل است که مهندسان خودرو و هوافضا آهنگری فولاد آلیاژی را به جای ریخته گری برای کاربردهای خستگی در چرخه بالا مشخص می کنند.
آهنگری های فولادی آلیاژی قالب بسته به طور مداوم حداقل های خواص مکانیکی مشخص شده در استانداردهای ASTM A668، EN 10250 و AMS را برآورده می کنند یا از آنها فراتر می روند، در حالی که ریخته گری با ترکیبات اسمی یکسان اغلب نیاز به کاهش درجه یا تنظیم ضریب ایمنی دارند تا در محدوده طراحی باقی بمانند.
نقش عناصر آلیاژی در استحکام فولاد آلیاژی
هر عنصر آلیاژی در فولاد از طریق مکانیسم های متالورژیکی متمایز بر استحکام تأثیر می گذارد. درک این مکانیسم ها توضیح می دهد که چرا از ترکیب های آلیاژی خاص برای اهداف استحکام خاص استفاده می شود.
کروم (کروم)
کروم به فولادهای آلیاژی در غلظتهای بین 0.5 تا 18 درصد اضافه میشود (محدوده بالایی منطقه فولاد ضد زنگ است). در فولادهای آلیاژی ساختاری و آهنگری، 0.5-1.5٪ کروم به طور قابل توجهی سختی پذیری را افزایش می دهد - به این معنی که فولاد می تواند پس از خاموش شدن در اندازه های بزرگتر سخت شود. همچنین کاربیدهای پایداری را تشکیل میدهد که مقاومت در برابر سایش را بهبود میبخشد و مقاومت فولاد را در برابر حرارت بالا میبرد، که زمانی حیاتی است که آهنگری در دماهای بالاتر برای برآورده کردن نیازهای چقرمگی بدون از دست دادن استحکام زیاد، بسیار مهم است.
مولیبدن (Mo)
مولیبدن یکی از موثرترین عوامل سختشدگی در واحد وزن اضافه شده است. حتی 0.15 تا 0.30% مو باعث ایجاد تغییر قابل توجهی در نمودار TTT (تبدیل زمان- دما-تبدیل) می شود که به سرعت خنک کننده کندتر اجازه می دهد تا همچنان تبدیل کامل مارتنزیت را در آهنگری های فولادی آلیاژی بزرگ به دست آورد. مولیبدن همچنین شکنندگی مزاج را سرکوب میکند - نوعی از تضعیف مرز دانهها که بر فولادهای Ni-Cr که در محدوده 375-575 درجه سانتیگراد تعدیل شدهاند تأثیر میگذارد - باعث میشود گریدهای Mo-bearing مانند 4140 و 4340 برای کاربردهای مقاطع سنگین قابل اعتمادتر باشند.
نیکل (Ni)
نیکل چقرمگی را در طیف وسیعی از دما افزایش می دهد، از جمله دماهای زیر صفر که اکثر فولادهای کربنی و آلیاژی کمتر شکننده می شوند. انتقال از شکست شکل پذیر به شکست شکننده (DBTT) برای فولاد نیکل 9% می تواند به زیر 196- درجه سانتیگراد فشار داده شود، به همین دلیل است که فولادهای آلیاژی نیکل برای مخازن تحت فشار برودتی و ذخیره LNG مشخص شده اند. در سطح 1.8% Ni که در سال 4340 یافت شد، مزیت اصلی بهبود چقرمگی شکست بدون کاهش قدرت تسلیم است - ترکیبی که آهنگری فولاد آلیاژی 4340 را به یک انتخاب استاندارد برای ارابه فرود هواپیما، مهمات و اجزای پیشرانه با کارایی بالا تبدیل میکند.
وانادیوم (V)
وانادیوم یک تصفیه کننده غلات قوی و تشکیل دهنده کاربید است. در غلظتهای 0.05 تا 0.15 درصد، مرزهای دانههای آستنیت را در حین گرم کردن پین میکند، و پس از عملیات حرارتی، اندازه دانه ریزتری تولید میکند. دانه های ریزتر به معنای قدرت تسلیم بالاتر (رابطه هال-پتچ) و بهبود چقرمگی به طور همزمان است - ترکیبی نادر. وانادیوم در طراحی فولادهای آهنگری میکروآلیاژی (مانند 38MnVS6) نقش اساسی دارد که در آن سخت شدن بارش را در طول خنکسازی کنترلشده فراهم میکند و آلیاژ را قادر میسازد تا نیازهای مقاومتی را بدون چرخه خاموش کردن و تمپر جداگانه برآورده کند.
منگنز (Mn)
منگنز در فولادهای آلیاژی وجود دارد اما بالاتر از خط پایه فولاد کربنی است (معمولاً 0.6-1.8٪ منگنز در گریدهای آلیاژی) برای افزایش سختی و استحکام کششی از طریق تقویت محلول جامد. همچنین با گوگرد ترکیب می شود و اجزای MnS را تشکیل می دهد که برای ماشین کاری مفید است. سطوح بسیار بالای منگنز (بالاتر از 12%) فولادهای آستنیتی را ایجاد می کند که به سرعت سخت می شوند - مشخصات کاملاً متفاوتی که در صفحات سایش و قطعات سنگ شکن به جای آهنگری های فولادی آلیاژی دقیق استفاده می شود.
چگونه عملیات حرارتی استحکام نهایی را در آهنگری های فولادی آلیاژی تعیین می کند
شرایط آهنگری به ندرت آخرین حالت برای آهنگری های فولادی آلیاژی است که در خدمات سازه ای استفاده می شود. عملیات حرارتی پس از آهنگری ریزساختار نهایی را کنترل می کند - و همراه با آن، تعادل بین استحکام، سختی و چقرمگی را کنترل می کند. همان آهنگری 4140 را می توان در استحکام کششی در محدوده 700 مگاپاسکال (بازپخت) تا بیش از 1400 مگاپاسکال (در دمای پایین سخت شده و تمپر شده)، بسته به عملیات حرارتی مشخص شده پس از فورج تحویل داد.
خاموش کردن و خلق و خوی (Q&T)
این رایج ترین عملیات حرارتی برای آهنگری فولاد آلیاژی است. آهنگری آستنیته می شود (معمولاً در 830-870 درجه سانتیگراد برای 4140، 800-845 درجه سانتیگراد برای 4340)، در روغن یا آب خاموش می شود تا مارتنزیت تشکیل شود، سپس در دمای کنترل شده بین 150 درجه سانتیگراد تا 650 درجه سانتیگراد خنثی می شود. دمای تلطیف متغیر اصلی کنترل کننده استحکام نهایی است. تلطیف در دمای 600 درجه سانتیگراد مقداری استحکام را قربانی می کند اما چقرمگی عالی ایجاد می کند. آهنگری 4340 که در دمای 315 درجه سانتیگراد کار می کند، استحکام کششی تقریباً 1650 مگاپاسکال را بدست می آورد. همان آهنگری که در دمای 595 درجه سانتیگراد کار می کند تا حدود 1000 مگاپاسکال کاهش می یابد اما ارزش انرژی ضربه را بیش از سه برابر بیشتر می کند.
نرمال کردن و تمپر کردن
عادی سازی - خنک شدن هوا از دمای آستنیته به جای خاموش کردن - یک ریزساختار پرلیتی یا بینیتی با استحکام کمتر نسبت به Q&T اما خواص یکنواخت تر در سطح مقطع بزرگ ایجاد می کند. برای آهنگری های فولادی بسیار بزرگ مانند شفت های توربین یا فلنج های مخازن تحت فشار که سخت شدن از طریق فیزیکی از نظر فیزیکی غیرممکن است، نرمال کردن و اعتدال یک عملیات حرارتی استاندارد است که به استحکام کششی در محدوده 700-900 مگاپاسکال برای گریدهایی مانند 4140 در مقاطع سنگین دست می یابد.
سخت شدن و پیری بارش
برخی از فولادهای آلیاژی - به ویژه فولادهای ماراژینگ و گریدهای ضد زنگ سخت شونده - به استحکام خارقالعادهای دست مییابند نه از طریق تشکیل مارتنزیت، بلکه از طریق رسوب ترکیبات بین فلزی ریز طی یک عملیات پیری کنترلشده در دمای 480 تا 510 درجه سانتی گراد. آهنگری فولاد آلیاژی Maraging 350 می تواند از طریق این مکانیسم به قدرت تسلیم 2400 مگاپاسکال برسد که بالاترین محدوده مقاومت قابل دستیابی در هر محصول فولادی تولید شده در مقیاس تجاری و استفاده در کاربردهای ساختاری باقی می ماند.
استحکام فولاد آلیاژی در مقابل سایر مواد: مقایسه مستقیم
قرار دادن استحکام فولاد آلیاژی در زمینه در برابر سایر مواد ساختاری به توضیح اینکه چرا علیرغم وجود آلیاژهای تیتانیوم، آلیاژهای آلومینیوم و کامپوزیتهای پیشرفته، همچنان انتخاب غالب در کاربردهای آهنگری است، کمک میکند.
| مواد | مقاومت کششی (MPa) | قدرت تسلیم (MPa) | چگالی (g/cm³) | قدرت ویژه (MPa·cm³/g) |
|---|---|---|---|---|
| فولاد آلیاژی 4340 (Q&T) | 1100-1450 | 980–1380 | 7.85 | 140-185 |
| کربن فولاد 1045 (Q&T) | 570-700 | 380–520 | 7.85 | 73-89 |
| تیتانیوم Ti-6Al-4V (جعلی) | 930–1170 | 880–1100 | 4.43 | 210-264 |
| آلومینیوم 7075-T6 (فورکار) | 500–570 | 430-500 | 2.81 | 178-203 |
| چدن خاکستری | 170-250 | N/A (شکننده) | 7.20 | 24-35 |
بر اساس استحکام مطلق، آهنگرهای فولادی آلیاژی با تیتانیوم رقابتی هستند و بسیار فراتر از آلومینیوم و چدن هستند. بر اساس استحکام خاص (مقاومت در واحد وزن)، تیتانیوم و آلومینیوم با استحکام بالا از فولاد آلیاژی بهتر عمل میکنند، به همین دلیل است که در طراحیهای هوافضا از تیتانیوم استفاده میشود که وزن محرک اصلی است. با این حال، آهنگرهای فولادی آلیاژی مزیت مقاومت به ازای هر واحد را دارند که تیتانیوم نمی تواند در مقیاس با آن مطابقت کند. و مدول الاستیک بالاتر آنها (200 گیگا پاسکال در مقابل 114 گیگا پاسکال برای تیتانیوم) به معنای انحراف کمتر در زیر بار است - برای ماشینآلات دقیق، چرخ دندهها و هر برنامهای که پایداری ابعادی تحت تنش اهمیت دارد، حیاتی است.
اثرات اندازه بخش بر استحکام آهنگری فولاد آلیاژی
یکی از جنبه های عملی مهم و کمتر مورد توجه استحکام فولاد آلیاژی این است که چگونه با افزایش اندازه مقطع کاهش می یابد. سختی پذیری - توانایی یک فولاد برای سخت شدن تا مارتنزیت کامل در سراسر مقطع آن - تعیین می کند که چه مقدار از حداکثر استحکام نظری در واقع در یک جزء واقعی قابل دستیابی است.
فولاد کربن 1045 سختی پذیری بسیار محدودی دارد. در یک میله با قطر 25 میلی متر، کوئنچ در آب یک ریزساختار تقریباً مارتنزیتی و نزدیک به حداکثر استحکام ایجاد می کند. در یک میله با قطر 100 میلی متر، هسته به آرامی سرد می شود تا به مارتنزیت تبدیل شود و به صورت پرلیت درشت با استحکام کششی 30 تا 40 درصد کمتر از سطح باقی می ماند. با قطر 200 میلی متر، حتی سطح یک بار 1045 ممکن است به طور ناقص سخت شود.
فولاد آلیاژی 4140 با افزودنی های کروم و مولیبدن، سختی پذیری قابل ملاحظه ای بهتری را حفظ می کند. مارتنزیت از طریق سخت شدن تا یکنواخت شدن تا قطر تقریباً 75 میلی متر در کوئنچ روغن قابل دستیابی است. 4340، با محتوای نیکل اضافه شده، این مقدار را تا 100 میلیمتر یا بیشتر در خاموش کردن روغن افزایش میدهد. برای آهنگری های فولادی آلیاژی بالاتر از 200 میلی متر در مقطع بحرانی، گریدهایی که به طور خاص برای مقاطع بزرگ طراحی شده اند - مانند 26NiCrMoV14-5 یا 34CrNiMo6 - مورد نیاز است تا اطمینان حاصل شود که حداقل مشخصات استحکام تسلیم در سراسر بخش، نه فقط در نزدیکی سطح، رعایت می شود.
به همین دلیل است که آهنگرهای بزرگ فولاد آلیاژی برای روتورهای توربین، میل لنگ سنگین یا مخازن تحت فشار راکتور از درجهبندی مواد متفاوتی نسبت به اجزای کوچکتر استفاده میکنند: آلیاژ باید برای انتقال خواص سختشدگی به خط مرکزی آهنگری که ممکن است 500 میلیمتر یا بیشتر قطر داشته باشد، کافی باشد.
استحکام خستگی آهنگری فولاد آلیاژی: واقعیت بارگذاری چرخه ای
کشش استاتیک و استحکام تسلیم تنها معیارهای مهم نیستند. بیشتر خرابیهای سازهای در سرویس، نه از یک بار اضافه بار، بلکه به دلیل خستگی - رشد تدریجی ترکها تحت بارهای دوچرخهسواری مکرر بسیار زیر نقطه تسلیم استاتیک رخ میدهند. این جایی است که آهنگرهای فولادی آلیاژی مزایایی را نشان می دهند که اعداد ساده استحکام کششی آن را نشان نمی دهند.
استحکام خستگی (دامنه تنشی که یک ماده می تواند برای 107 چرخه بدون شکست تحمل کند) از یک رابطه کلی با استحکام کششی برای فولادهای تا کشش تقریباً 1400 مگاپاسکال پیروی می کند: حد خستگی تقریباً 0.45-0.50 برابر استحکام کششی است. این بدان معناست که آهنگری فولاد آلیاژی 4140 با استحکام کششی 1000 مگاپاسکال دارای حد استقامت تقریباً 450 تا 500 مگاپاسکال است - تقریباً دو برابر آهنگری فولاد کربنی 1045 در کشش 600 مگاپاسکال.
استحکام کششی بالای 1400 مگاپاسکال، این نسبت ساده از بین می رود. آهنگری فولاد آلیاژی با استحکام بالا به طور فزاینده ای به پرداخت سطح، تنش های پسماند و تمیزی ریزساختاری حساس می شوند. آهنگری 4340 در 1600 مگاپاسکال با روکش سطحی ماشینکاری شده دارای حد خستگی واقعی بسیار کمتری نسبت به نمونه صیقلی است، زیرا خراش های سطحی به عنوان متمرکز کننده استرس عمل می کنند. به همین دلیل است که آهنگریهای فولادی آلیاژی با کارایی بالا برای هوافضا و ورزشهای موتوری پس از ماشینکاری به صورت ضربهزنی میشوند - لایه تنش پسماند فشاری ناشی از شاتزنی میتواند طول عمر خستگی را در شرایط بارگذاری معرف ۲ تا ۴ افزایش دهد.
ترکیبی از روش آهنگری کنترل شده، عملیات حرارتی دانه ریز و لایه برداری سطحی می تواند استحکام خستگی موثر آهنگری فولاد آلیاژی 4340 را به 700-800 مگاپاسکال برساند. - مقداری که ترجیح خودرو و هوافضا را برای قطعات آهنگری نسبت به شمش ماشینکاری شده، که در آن جریان دانه دلخواه است و لایه های فشاری سطحی وجود ندارد، افزایش می دهد.
نمرات آهنگری فولاد آلیاژی کلیدی و مشخصات مقاومت آنها
درک پوشش استحکام عملی رایجترین درجههای آهنگری فولاد آلیاژی به مهندسان مرجعی برای انتخاب مواد اولیه میدهد.
AISI 4140: اسب کاری همه منظوره
4140 (0.38-0.43% C، 0.8-1.1% Cr، 0.15-0.25% Mo) پرکاربردترین گرید آهنگری فولاد آلیاژی در کاربردهای عمومی صنعتی و نفت و گاز است. در شرایط Q&T، استحکام کششی 900 تا 1100 مگاپاسکال با چقرمگی کافی برای اکثر کاربردهای مکانیکی ارائه میکند. این ماده پیشفرض برای یقههای مته، اتصالات ابزار، آستینهای کوپلینگ، فلنجها و شفتهای متوسط است. ماشینکاری عالی آن در شرایط پیش سخت شده (28-34 HRC) آن را برای مغازه هایی که فاقد قابلیت عملیات حرارتی پس از ماشینکاری هستند، کاربردی می کند.
AISI 4340: کاربردهای سازه ای با مقاومت بالا
4340 (0.38-0.43٪ C، 1.65-2.00٪ Ni، 0.70-0.90٪ کروم، 0.20-0.30٪ Mo) پله بالاتر از 4140 را در استحکام و چقرمگی اشغال می کند. افزودن نیکل عامل اصلی تمایز است: سختی پذیری را به بخش های بزرگتر گسترش می دهد و به طور چشمگیری چقرمگی در دمای پایین را بهبود می بخشد. آهنگری فولاد آلیاژی 4340 ماده استاندارد برای ارابه فرود هواپیما (معمولا در کشش 1930 مگاپاسکال در هر MIL-S-5000)، میل لنگ های سنگین در موتورهای دیزلی بزرگ و محورهای محور با کارایی بالا است. سختی پذیری عمیق آن را به حداقل درجه قابل قبول برای قطعات آهنگری بالاتر از سطح مقطع 75 میلی متر تبدیل می کند که در آن خواص مکانیکی کامل مورد نیاز است.
300M: استحکام فوق العاده بالا در هوافضا
300M اساساً 4340 با 1.45-1.80٪ سیلیکون و 0.05-0.10٪ وانادیوم اصلاح شده است. افزودن سیلیکون نرم شدن مارتنزیت را در حین پخت به تاخیر می اندازد و به فولاد اجازه می دهد به استحکام کششی بالاتر از 1930 مگاپاسکال برسد در حالی که مقادیر چقرمگی شکست بالای 60 MPa√m را حفظ می کند - ترکیبی که 4340 نمی تواند در همان سطح مقاومت به دست آورد. تقریباً تمام محورهای ارابه فرود هواپیماهای تجاری و نظامی که از دهه 1960 تولید شده اند، فورج فولاد آلیاژی 300 میلیونی بوده اند. اعتبار خستگی و چقرمگی شکست در آن کاربرد حیاتی ایمنی، آن را با وجود چندین دهه توسعه مواد رقابتی، عملاً غیر قابل تعویض کرده است.
EN36 و EN39: فولادهای آلیاژی سخت شونده موردی
این گریدهای کربورکننده نیکل-کروم برای آهنگری فولاد آلیاژی استفاده می شود که در آن یک سطح بسیار سخت و مقاوم در برابر سایش (60-64 HRC) باید با یک هسته سخت و مقاوم در برابر ضربه وجود داشته باشد. پس از آهنگری، کربورسازی یا کربونیتریدگی کربن را به عمق 0.5 تا 2.0 میلی متر در سطح اضافه می کند. نتیجه قطعه ای است که بارهای شوک را از طریق هسته سخت جذب می کند در حالی که در برابر خستگی تماس و سایش در سطح مقاومت می کند - ترکیب دقیقی که توسط چرخ دنده های سنگین، میل بادامک و شفت های شیاردار در تجهیزات انتقال نیرو و معدن مورد نیاز است.
H13 و H11: آهنگری فولادی ابزار داغ
H13 (5% Cr، 1.5% Mo، 1% V) استاندارد جهانی برای ابزار کاری داغ است. زمانی که H13 به عنوان آهنگری به جای میله تولید می شود، از همان مزایای جریان دانه و چگالی که برای فولادهای آلیاژی ساختاری توضیح داده شده است، بهره می برد. درج های قالب H13 فورج شده برای ریخته گری آلومینیومی به مدت 20 تا 40 درصد طولانی تر از جایگزین های ماشینکاری شده از میله در مقایسه های تولیدی مستند می شود، فقط به این دلیل که آهنگری ریز تخلخل را می بندد و توزیع کاربید را به طور مطلوب تر هم تراز می کند. سختی H13 در سرویس معمولاً 44 تا 50 HRC است که مقاومت فشاری بالای 1600 مگاپاسکال را در دمای اتاق ارائه میکند و در دمای 600 درجه سانتی گراد بالای 600 مگاپاسکال حفظ میشود.
تست و تایید استحکام آهنگری فولاد آلیاژی
ادعای استحکام برای آهنگری فولاد آلیاژی تنها بر اساس گواهی مواد در بیشتر کاربردهای حیاتی پذیرفته نمی شود. آزمایش فیزیکی کوپن های آزمایشی که از آهنگری های تولیدی گرفته شده است - یا از طویل های نماینده متصل به آهنگری - توسط اکثر استانداردهای تدارکات مورد نیاز است.
تست های صلاحیت استاندارد برای آهنگری فولاد آلیاژی عبارتند از:
- تست کشش دمای اتاق: استحکام کششی نهایی، استحکام 0.2% استحکام (تسلیم)، ازدیاد طول و کاهش ٪ سطح را اندازه گیری می کند. این چهار مقدار به طور کامل پاسخ مکانیکی استاتیک را مشخص می کنند.
- تست ضربه شارپی V-notch: در دمای مشخصی انجام می شود (اغلب 0 درجه سانتی گراد، -20 درجه سانتی گراد، یا -40 درجه سانتی گراد بسته به کاربرد)، انرژی جذب شده را در ژول اندازه گیری می کند و تأیید می کند که ماده در منطقه انتقال شکننده خود عمل نمی کند.
- سختی برینل یا راکول: یک پروکسی سریع و غیر مخرب برای استحکام کششی (کششی 1 HBW ≈ 3.5 مگاپاسکال برای فولادها) که برای غربال کردن آهنگرها قبل از آزمایش مخرب و تأیید یکنواختی عملیات حرارتی در یک دسته استفاده می شود.
- تست اولتراسونیک (UT): بازرسی حجمی برای تشخیص عیوب داخلی که باعث کاهش سطح مقطع موثر باربری می شود. سطوح پذیرش بر اساس ASTM A388 یا EN 10228-3 حداکثر اندازه مجاز مجاز را تعیین می کند.
- چقرمگی شکست (K1c): برای آهنگری فولاد آلیاژی هوافضا و هسته ای مورد نیاز است. ضریب شدت تنش را که در آن یک ترک به طور ناپایدار منتشر می شود را اندازه گیری می کند که بر حسب MPa√m بیان می شود. 4340 در کشش 1380 مگاپاسکال معمولاً K1c 50-60 MPa√m را به دست می آورد. 300M در همان سطح استحکام به دلیل اصلاح سیلیکون به 65-80 MPa√m می رسد.
در کاربردهای نفت و گاز تحت کنترل NACE MR0175، تست سختی فقط یک بررسی کیفیت نیست - این یک تأیید ایمنی است، زیرا هر نوع آهنگری فولاد آلیاژی بیش از 22 HRC (تقریباً 760 مگاپاسکال کششی) در محیطهای خدمات ترش به دلیل خطر ترک خوردگی با تنش سولفید ممنوع است. این یکی از مواردی است که حداکثر استحکام مجاز کمتر از چیزی است که ماده قادر به انجام آن است، که ناشی از ترک های محیطی به جای محدودیت های بارگذاری مکانیکی است.
عملکرد قدرت در دنیای واقعی: آهنگری فولاد آلیاژی در خدمت
دادههای خواص مکانیکی آزمایشگاهی نشان میدهد که آهنگرهای فولادی آلیاژی در شرایط کنترلشده چه چیزی میتوانند به دست آورند. آنچه در خدمات صحرایی اتفاق می افتد اغلب داستان کامل تری را در مورد ترکیبی از استحکام، مقاومت در برابر خستگی و چقرمگی بیان می کند که آهنگری فولاد آلیاژی را به انتخاب غالب در صنایع با تقاضای بالا تبدیل می کند.
در پیشرانههای خودروهای تجاری، میل لنگهای فولادی آلیاژی فورج شده معمولاً 800000 کیلومتر یا بیشتر از خدمات را بدون خرابی در هنگام ساخت طبق مشخصات جمعآوری میکنند. همان هندسه میل لنگ که از چدن گرهای تولید میشود - یک جایگزین متداول برای کاهش هزینه - خرابی خستگی را در یک سوم تا یک دوم مسافت پیموده شده در شرایط معادل نشان میدهد، به همین دلیل است که هر کامیون سنگین OEM همچنان به تعیین آهنگری فولاد آلیاژی برای میل لنگ با وجود هزینه مواد بالاتر ادامه میدهد.
در بخش نفت و گاز، فورجگرهای طوقه مته فولادی آلیاژی 4140 تحت بارهای پیچشی، خمشی و محوری ترکیبی در مجموعههای سوراخ زیرین کار میکنند و میلیونها بار در طول عمر یک چاه میچرخند. میزان شکست یقه مته ثابت شده برای فورجینگ های 4140 با عملیات حرارتی مناسب و مطابق با الزامات API Spec 7-1 بسیار پایین است - و اکثر خرابی هایی که رخ می دهند به جای ضعف ذاتی مواد، ناشی از عملیات حرارتی نامناسب، آسیب خوردگی، یا آسیب حمل است.
در بخش تولید برق، آهنگریهای بزرگ روتور فولادی کم آلیاژ برای توربینهای بخار - معمولاً 25 تا 100 تن - عمر مفیدی بیش از 40 سال تحت بارگذاری حرارتی و مکانیکی سیکلی مداوم در نیروگاههای بار پایه نشان دادهاند. رکورد عملکرد نتیجه مستقیم کنترل ترکیب فشرده، گاز زدایی خلاء و آزمایش مکانیکی جامع است که آهنگرهای فولادی آلیاژی بزرگ قبل از خروج از تاسیسات آهنگری تحت آن قرار می گیرند. هیچ مسیر تولید دیگری برای روتورهایی با آن اندازه و وزن به رکورد قابل اطمینان مشابهی نزدیک نشده است.