آهنگری فولاد یکی از قدیمی ترین و قابل اعتمادترین فرآیندهای فلزکاری در تولید است. پاسخ کوتاه به اینکه چه نوع فولاد آهنگری وجود دارد: فولاد کربن، فولاد آلیاژی، فولاد ضد زنگ، فولاد ابزار و فولاد میکروآلیاژی پنج دسته اصلی مورد استفاده در آهنگری فولاد صنعتی هستند. هر نوع نیازهای مکانیکی و محیطی متمایزی را برآورده می کند و انتخاب اشتباه می تواند منجر به خرابی زودرس، خطرات ایمنی یا هزینه های غیرضروری شود.
این تفکیک هر دسته را به طور عمیق پوشش میدهد - چه چیزی آنها را متفاوت میکند، بهترین عملکرد را در کجا دارند، و وقتی قدرت تسلیم، سختی و محدوده کاربرد را با هم مقایسه میکنید، اعداد واقعاً چگونه به نظر میرسند.
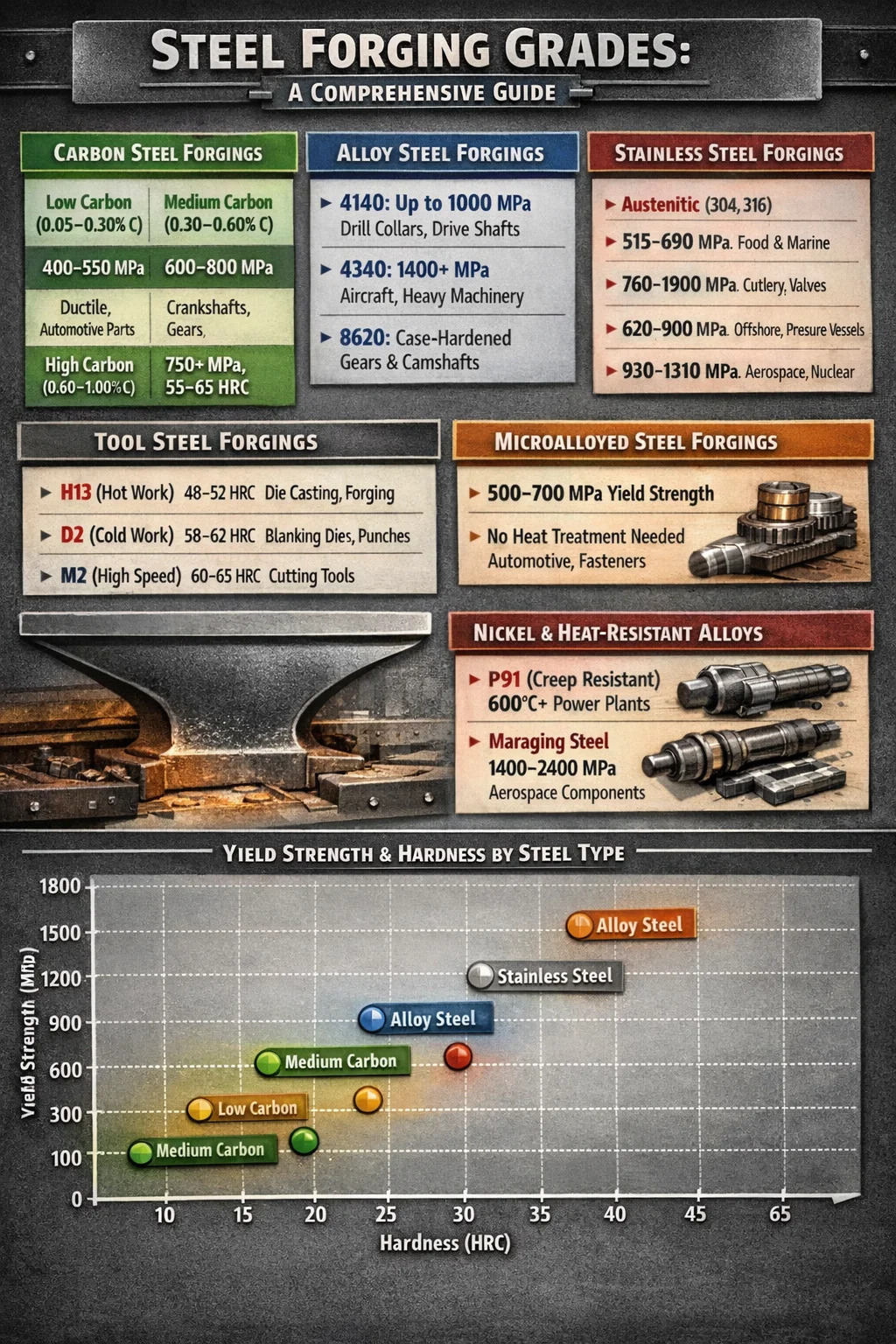
آهنگری فولاد کربنی: اسب کاری صنعت
فولاد کربنی اکثریت کل تولیدات آهنگری فولاد در سطح جهان را تشکیل می دهد. بر اساس محتوای کربن به سه زیر گروه طبقه بندی می شود و درصد کربن تأثیر مستقیم و قابل اندازه گیری بر استحکام، سختی و شکل پذیری دارد.
فولاد کم کربن (0.05٪ - 0.30٪ C)
آهنگرهای فولادی کم کربن بسیار انعطاف پذیر هستند و به راحتی شکل می گیرند. استحکام کششی معمولاً بین 400 تا 550 مگاپاسکال است. این آهنگرها معمولاً برای اجزای ساختاری، قطعات بدنه خودرو و پیچ و مهره های همه منظوره استفاده می شوند. آنها به عملیات حرارتی برای سخت شدن پاسخ نمی دهند اما به راحتی جوش داده می شوند و ماشین کاری می شوند.
فولاد کربن متوسط (0.30٪ - 0.60٪ C)
این گسترده ترین محدوده آهنگری است. گریدهای کربن متوسط مانند AISI 1040 و AISI 1045 تعادل قوی بین استحکام و چقرمگی را ارائه می دهند. عملیات حرارتی می تواند قدرت تسلیم را به بالای 600 مگاپاسکال برساند. کاربردها شامل میل لنگ، میله های اتصال، محورها، چرخ دنده ها و اجزای راه آهن است. AISI 1045 مسلماً متداولترین درجه آهنگری فولاد کربن متوسط در مهندسی مکانیک عمومی است.
فولاد کربن بالا (0.60٪ - 1.00٪ C)
آهنگری های کربن بالا سختی و مقاومت در برابر سایش بالاتری دارند اما شکننده تر هستند و کار با آنها دشوار است. آنها برای فنرها، ابزارهای برش، طناب های سیم و فولادهای ریلی استفاده می شوند. مقادیر سختی معمولاً پس از عملیات حرارتی مناسب به 55 تا 65 HRC می رسد و آنها را برای کاربردهای سنگین بدون توجه به طراحی نامناسب می کند.
آهنگری فولاد آلیاژی: بهبود عملکرد از طریق شیمی
آهنگرهای فولادی آلیاژی حاوی افزودن عمدی کروم، مولیبدن، نیکل، وانادیم یا منگنز فراتر از مقادیر موجود در فولاد کربن هستند. این مواد افزودنی سختی، چقرمگی در دماهای بالا و مقاومت در برابر خستگی و خوردگی را اصلاح می کنند. مقدار کل عناصر آلیاژی معمولاً بین 1 تا 5 درصد است.
رایج ترین گریدهای آهنگری فولاد آلیاژی عبارتند از:
- 4140 (فولاد Cr-Mo): استحکام کششی تا 1000 مگاپاسکال در شرایط خاموش و سکوریت. در یقه های مته نفت و گاز، اجزای دفاعی و شفت های محرک خودرو استفاده می شود.
- 4340 (فولاد Ni-Cr-Mo): یکی از قویترین فولادهای آلیاژی مورد استفاده رایج، با مقاومت کششی بیش از 1400 مگاپاسکال که از طریق عملیات حرارتی قابل دستیابی است. در ارابه فرود هواپیما، میل لنگ های سنگین و شفت های محور با کارایی بالا یافت می شود.
- 8620: یک درجه سختشوندگی که برای چرخ دندهها و میلبادامکها محبوب است که در آن به هسته سخت و سطح سخت هر دو به طور همزمان نیاز است.
- EN36 و EN24: مشخصات رایج در انگلستان/اروپا برای آهنگری های مهندسی سنگین مانند شفت توربین و اجزای نیروگاه هسته ای.
مزیت آهنگری فولاد آلیاژی نسبت به فولاد کربنی، عمق سختی پذیری آن است. یک بار 4140 با قطر 100 میلیمتر را میتوان تا یک ریزساختار یکنواخت سخت کرد، در حالی که یک فولاد کربنی ساده با همان قطر افت سختی مشخصی را از سطح به هسته نشان میدهد.
آهنگری فولاد ضد زنگ: مقاومت در برابر خوردگی تحت بار مکانیکی
آهنگری فولاد ضد زنگ حاوی حداقل 10.5 درصد کروم وزنی است که یک لایه اکسید غیرفعال را تشکیل می دهد که در برابر اکسیداسیون و خوردگی مقاومت می کند. فرآیند آهنگری ساختار دانههای فولاد ضد زنگ را به گونهای اصلاح میکند که ریختهگری نمیتواند تکرار شود و اجزایی با استحکام خستگی بالاتر و چقرمگی ضربه تولید میکند.
خانواده های اصلی مورد استفاده در آهنگری فولاد ضد زنگ عبارتند از:
| خانواده | نمرات مشترک | مقاومت کششی معمولی | برنامه کلیدی |
|---|---|---|---|
| آستنیتی | 304، 316، 321 | 515-690 مگاپاسکال | فرآوری شیمیایی، تجهیزات غذایی، دریایی |
| مارتنزیتی | 410, 420, 440C | 760-1900 مگاپاسکال | کارد و چنگال، دریچه، شفت پمپ، ابزار جراحی |
| دوبلکس | 2205، 2507 | 620-900 مگاپاسکال | نفت دریایی، نمک زدایی، مخازن تحت فشار |
| بارش سخت شد | 17-4 PH، 15-5 PH | 930-1310 مگاپاسکال | دریچه های هوافضا، هسته ای، با کارایی بالا |
آهنگری فولاد ضد زنگ 316L به ویژه در صنایع دارویی و مواد غذایی غالب است زیرا محتوای کربن کم خطر حساسیت را در طول جوشکاری به حداقل می رساند و افزودن مولیبدن (2 تا 3٪) به طور قابل توجهی مقاومت حفره ای را در محیط های کلرید بهبود می بخشد. درجه دوبلکس 2205 تقریباً دو برابر قدرت تسلیم 316 لیتر، در حدود 450 مگاپاسکال حداقل است که امکان طراحی دیوارهای نازکتر و کاهش وزن قطعه را بدون به خطر انداختن عمر مفید فراهم میکند.
آهنگرهای فولادی ابزار: سختی فوق العاده برای کاربردهای شکل دهی و برش
فولادهای ابزار به طور خاص مهندسی شده اند تا سختی و شکل خود را تحت فشار شدید مکانیکی، سایش و گرما حفظ کنند. هنگامی که از طریق فرآیند آهنگری تولید می شود، فولادهای ابزار یک ساختار دانه ای تصفیه شده و یکنواخت ایجاد می کنند که به طور قابل توجهی از جایگزین های ریخته گری یا نورد شده در کاربردهای ابزارسازی سخت دوام می آورد.
آهنگرهای فولادی ابزار توسط سیستم طبقه بندی AISI گروه بندی می شوند:
- سری H (Hot Work Tool Steel): گریدهایی مانند H13 و H11 برای مقاومت در برابر نرم شدن در دمای بالای 500 درجه سانتیگراد فرموله شده اند. H13 استاندارد جهانی برای قالب های ریخته گری دایکاست، ابزار اکستروژن و خود قالب های فورج گرم است. پس از عملیات حرارتی به 48-52 HRC می رسد در حالی که چقرمگی کافی برای زنده ماندن از چرخه حرارتی مکرر را حفظ می کند.
- سری D (Cold Work، High Chromium): D2 حاوی تقریباً 12٪ کروم و 1.5٪ کربن است که به آن مقاومت در برابر سایش استثنایی در دمای اتاق می دهد. برای پر کردن قالبها، ابزارهای شکلدهی، و پانچها که دقت ابعاد در دورههای تولید بسیار بالا حیاتی است، استفاده میشود.
- سری M (فولاد پرسرعت): M2 و M42 لبه برش خود را در دماهایی که ابزارهای فولاد کربنی تمام سختی خود را از دست داده اند حفظ می کنند. ترکیب تنگستن، مولیبدن و کبالت به M42 مزیت سختی گرمی میدهد که آن را در متهها، شیرها، فرزها و برشها غیرقابل تعویض میکند.
- سری P (فولاد قالب): P20 که برای قالب های تزریق پلاستیک طراحی شده است، یکی از پرمصرف ترین فولادهای قالب آهنگری است. معمولاً در شرایط پیش سخت شده در 28-34 HRC عرضه می شود و نیاز به عملیات حرارتی پس از ماشینکاری را از بین می برد.
آهنگری فولادهای ابزار نیاز به کنترل دقیق دما دارد. برای مثال H13 باید بین 1010 درجه سانتیگراد تا 1150 درجه سانتیگراد فورج شود و پس از آهنگری باید به آرامی خنک شود تا ترک نخورد. عمل آهنگری نامناسب باعث ایجاد تنش پسماند و شبکه های کاربید درشت می شود که به طور چشمگیری چقرمگی را کاهش می دهد.
آهنگرهای فولادی میکروآلیاژی: راندمان نزدیک به شبکه بدون عملیات حرارتی
فولادهای میکروآلیاژی - که در زمینه آهنگری فولادهای HSLA (فولادهای کم آلیاژی با استحکام بالا) نیز نامیده میشوند - یک راهحل مهندسی مدرن را نشان میدهد که شکلپذیری فولاد کربنی را با سطوح مقاومتی ترکیب میکند که قبلاً به فولاد آلیاژی و عملیات حرارتی پس از آهنگری نیاز داشت. مواد افزودنی کلیدی عبارتند از وانادیم (0.05-0.15٪)، نیوبیم (0.02-0.05٪)، و تیتانیوم، در مقادیر بسیار کم که به عنوان کاربیدهای ریز و نیتریدها در طول خنک سازی کنترل شده رسوب می کنند.
مزیت تجاری عمده این است که آهنگرهای فولادی میکروآلیاژی می توانند به استحکام تسلیم 500 تا 700 مگاپاسکال بدون خاموش شدن و تمپر شدن دست یابند که یک مرحله هزینه و زمان عمده را در چرخه تولید حذف می کند. سازندگان خودرو دقیقاً به همین دلیل گریدهای میکروآلیاژی را برای میلههای اتصال، میل لنگ و بند فرمان اتخاذ کردهاند.
گریدهای آهنگری میکروآلیاژی رایج عبارتند از 38MnVS6، 46MnVS3 و SAE 1548V. این گریدها به گونهای طراحی شدهاند که عملیات آهنگری و متعاقباً خنکسازی هوای کنترلشده به خواص مکانیکی نهایی در یک سیکل حرارتی واحد برسد و جایگزین دو عملیات کوره جداگانه شود. در آهنگری خودرو با حجم بالا، این امر به معنای صرفه جویی در مصرف انرژی تا 30 درصد در هر قطعه در مقایسه با مسیرهای خاموش و تمپر است.
یک محدودیت این است که فولادهای میکروآلیاژی پنجره های فرآیندی باریک تری نسبت به فولادهای آلیاژی معمولی دارند. دمای آهنگری نهایی باید به دقت کنترل شود - معمولاً بین 900 درجه سانتیگراد تا 1050 درجه سانتیگراد - برای اطمینان از سخت شدن مناسب بارش در طول خنک شدن. هر گونه انحراف از ریزساختار هدف منجر به خواص مکانیکی غیرقابل پیش بینی و رد بالقوه کل مراحل آهنگری می شود.
آهنگرهای فولادی مبتنی بر نیکل و مقاوم در برابر حرارت برای محیط های شدید
فراتر از طبقه بندی های استاندارد، یک دسته تخصصی از آهنگرهای فولادی مقاوم در برابر حرارت و دارای نیکل برای کاربردهایی وجود دارد که دمای عملیاتی آن از آنچه فولادهای آلیاژی معمولی می توانند تحمل کنند، وجود دارد. اینها شامل گریدهای مقاوم در برابر خزش برای تولید برق و دیسکهای توربین هوافضا، و همچنین فولادهای ماراژینگ برای کاربردهای ساختاری بسیار بالا است.
آهنگری فولادی مقاوم در برابر خزش
گریدهایی مانند P91 (9Cr-1Mo-V) و P92 به طور گسترده در هدرهای بخار فورج شده، بدنه دریچه ها و محفظه های توربین در نیروگاه های زغال سنگ و گاز که در دمای بالای 600 درجه سانتیگراد کار می کنند استفاده می شود. آهنگرهای P91 برای مقاومت در برابر خزش - تغییر شکل آهسته و وابسته به زمان تحت بار پایدار در دمای بالا - با حداقل عمر گسیختگی خزش 100000 ساعت در شرایط عملیاتی طراحی شدهاند. محتوای کروم آنها همچنین مقاومت اکسیداسیونی را ایجاد می کند که فولاد کربنی ساده نمی تواند با دمای بالای 450 درجه سانتیگراد مطابقت کند.
فولادهای ماراژینگ
فولادهای ماریجینگ حاوی 18 درصد نیکل و کربن بسیار کم هستند که از استحکام بسیار بالایی برخوردار است. قدرت تسلیم از 1400 تا بیش از 2400 مگاپاسکال قابل دستیابی است - از رسوب ترکیبات بین فلزی در طول عملیات حرارتی پیری. قطعات فولادی ماریجینگ آهنگری در جعبههای موتور موشکهای هوافضا، دندههای مهار هواپیما و ابزارآلات با مقاومت فوقالعاده استفاده میشوند. علیرغم قدرتشان، آنها نسبتاً سخت باقی می مانند و می توانند قبل از پیری ماشینکاری شوند، در حالی که هنوز در حالت نسبتاً نرم هستند.
چگونه فرآیند آهنگری فولاد بر خواص مواد بر اساس نوع فولاد تأثیر می گذارد
خود فرآیند آهنگری - اعم از قالب باز، قالب بسته، نورد حلقه ای یا آهنگری همدما - با هر نوع فولادی تعامل متفاوتی دارد. درک این فعل و انفعالات به توضیح اینکه چرا انتخاب مواد و انتخاب فرآیند نمی توانند از هم جدا شوند کمک می کند.
در فورج فولاد قالب بسته، نیروهای تغییر شکل بالا به یک شمش محدود اعمال میشود و قطعاتی به شکل شبکه نزدیک با جریان دانه پیوسته تولید میکند که از هندسه اجزا پیروی میکند. این جریان دانه مسئول مزیت خستگی و مقاومت در برابر ضربه است که آهنگرها نسبت به استوک میله های ماشینکاری شده یا ریخته گری دارند. میله اتصالی که از استوک میله ماشینکاری شده است، جریان دانه را در هر سطح ماشینکاری شده قطع می کند. یک میله اتصال فورج شده تداوم دانه ها را از انتها به انتها حفظ می کند.
محدوده دمای آهنگری بین انواع فولاد به طور قابل توجهی متفاوت است:
- فولادهای کربن و کم آلیاژ: معمولاً 1100 درجه سانتیگراد تا 1250 درجه سانتیگراد برای آهنگری داغ
- فولادهای زنگ نزن (آستنیتی): 1100 درجه سانتیگراد تا 1200 درجه سانتیگراد، با خنک شدن کندتر برای جلوگیری از ایجاد حساسیت
- فولادهای ابزار: 1010 درجه سانتی گراد تا 1150 درجه سانتی گراد با خنک شدن آهسته اجباری در کوره یا محیط عایق
- فولادهای ماریجینگ: 1100 درجه سانتیگراد تا 1200 درجه سانتیگراد، کهنه شده پس از آهنگری در دمای 480 درجه سانتیگراد به مدت 3 تا 6 ساعت
- ضد زنگ دوبلکس: 1100 درجه سانتیگراد تا 1180 درجه سانتیگراد، به دنبال آن کوئنچ آب برای حفظ تعادل فاز
آهنگری گرم - که بین دمای 650 درجه سانتیگراد تا 950 درجه سانتیگراد انجام می شود - برای فولادهای کربنی متوسط و گریدهای میکروآلیاژی که در آنها تحمل ابعادی سخت تری نسبت به آهنگری گرم مورد نیاز است، بدون نیاز به نیروی فشار شدید آهنگری سرد مورد نیاز است. آهنگری سرد فولاد، که معمولاً برای گریدهای کربن کم در نظر گرفته می شود، به بهترین سطح و دقت ابعادی دست می یابد، اما به فشار آهنگری به طور قابل ملاحظه ای نیاز دارد.
انتخاب درجه مناسب آهنگری فولاد: یک چارچوب عملی
انتخاب گرید مناسب فولاد آهنگری مستلزم متعادل کردن چندین فاکتور رقیب است. هیچ درجه واحدی همه ویژگی ها را به طور همزمان بهینه نمی کند. چارچوب زیر متغییرهای تصمیم گیری مرتبط با کاربردهای صنعتی را نشان می دهد:
- الزامات مکانیکی: حداقل استحکام تسلیم، سختی، انرژی ضربه (مقادیر Charpy) و عمر خستگی را تعریف کنید. این بلافاصله دسته را محدود می کند - اگر به قدرت تسلیم 1200 مگاپاسکال نیاز دارید، فولاد کربن حذف می شود. اگر 400 مگاپاسکال کافی باشد، فولاد آلیاژی هزینه غیر ضروری است.
- مواجهه با محیط زیست: محیط های کلرید اکثر فولادهای کربنی و کم آلیاژ را حذف می کنند مگر اینکه پوشش داده شوند. دمای عملیاتی بالا، فولاد کربنی بالاتر از تقریباً 400 درجه سانتیگراد را رد می کند و به درجه های مقاوم در برابر خزش حاوی کروم نیاز دارد.
- اندازه مقطع و سختی پذیری: آهنگریهای مقطع بزرگ (قطر بالای 100 میلیمتر) در سرویسهای حیاتی به گریدهای فولادی آلیاژی با سختی کافی برای دستیابی به خواص یکنواخت در طول مقطع نیاز دارند. فولاد کربنی دارای بدنه سخت و هسته نرم در مقاطع ضخیم خواهد بود.
- ماشینکاری و پردازش پایین دست: اگر ماشینکاری گسترده به دنبال آهنگری انجام شود، گریدهای حاوی گوگرد اضافه شده برای خواص ماشینکاری آزاد زمان چرخه را کاهش می دهند، هرچند تا حدی به چقرمگی عرضی آسیب می رساند.
- حجم و هزینه: برای حجم های تولید بسیار بالا، گریدهای میکروآلیاژی که عملیات حرارتی پس از فورج را حذف می کنند، کاهش قابل توجهی در هزینه ها دارند. برای قطعات ویژه دسته ای کوچک، هزینه عملیات حرارتی کسری کوچکتر از هزینه کل قطعه است، بنابراین نمرات آلیاژی با کارایی بالا امکان پذیرتر است.
در عمل، اکثر مهندسان از کدهای طراحی قابل اجرا مانند ASME، EN 10250 یا ASTM A668 پیروی می کنند که مواد مجاز را برای دسته های خدمات خاص مشخص می کند. این کدها انتخاب را به فهرست کوتاهی از نمرات آهنگری فولاد واجد شرایط که برای شرایط خدمات مربوطه از طریق چندین دهه تجربه میدانی و آزمایش استاندارد تأیید شده اند محدود می کند.
استفاده از درجه آهنگری فولاد مخصوص صنعت
بخشهای مختلف بر اساس چندین دهه دادههای عملکرد و الزامات نظارتی بر روی مواد آهنگری ترجیحی فولاد همگرا شدهاند. درک این هنجارهای صنعت یک نقطه شروع عملی برای کار مشخصات فراهم می کند.
فولاد آهنگری خودرو
بخش خودرو بیشترین حجم آهنگری فولاد را در جهان مصرف می کند. میل لنگ در خودروهای سواری عمدتاً از فولادهای میکروآلیاژی کربن متوسط (38MnVS6) یا فولاد 1045 کوئنچ و تمپر ساخته می شود. میل لنگ کامیون های سنگین از فولادهای آلیاژی نیکل-کروم-مولیبدن 4340 یا مشابه برای عملکرد خستگی برتر در خروجی های ویژه بالاتر استفاده می کنند. میله های اتصال به طور قابل توجهی به طرح های شکستگی با استفاده از فولاد کربن بالا C70S6 تغییر یافته اند، که اجازه می دهد درپوش پس از آهنگری شکسته شود و سپس با دقت فوق العاده ای دوباره سرهم شود. حذف عملیات ماشینکاری و کاهش هزینه تولید شاتون به میزان 15 تا 20 درصد در مقایسه با آسیاب و آسیاب سنتی.
آهنگری فولاد نفت و گاز
محیطهای خدماتی ترش - که در آن سولفید هیدروژن وجود دارد - تقاضاهای سختگیرانهای برای فولاد آهنگری دارند. NACE MR0175/ISO 15156 انتخاب مواد را برای سرویس ترش تنظیم می کند و سختی را به حداکثر 22 HRC برای اکثر فولادهای کربنی و کم آلیاژ محدود می کند تا از ترک خوردگی استرس سولفیدی جلوگیری کند. F22 (2.25Cr-1Mo) و F5 (5Cr-0.5Mo) گریدهای آهنگری آلیاژی استاندارد برای بدنه شیرها و فلنج ها در کاربردهای سرچاهی با دمای بالا و فشار بالا و خط لوله هستند.
آهنگری فولاد هوافضا
اجزای ارابه فرود از جمله سختترین قطعات فولادی ساخته شده از نظر ساختاری هستند. فولاد 300M (یک 4340 اصلاح شده با افزودنی های سیلیکون و وانادیوم) ماده غالب ارابه فرود است که به مقاومت کششی 1930 مگاپاسکال یا بالاتر می رسد. AerMet 100 و سایر فولادهای فوق العاده با مقاومت کششی به بالای 1965 مگاپاسکال فشار می آورند و در عین حال چقرمگی شکست را در مقایسه با گریدهای با مقاومت بالا قبلی بهبود می بخشند. هر آهنگری هوافضا تحت آزمایش 100٪ اولتراسونیک و اغلب بازرسی ذرات مغناطیسی است، با قابلیت ردیابی برای ذوب شدن گرما و مقدار زیادی آهنگری مورد نیاز است.
تولید برق و فورجینگ های هسته ای
فورجینگ های روتور توربین بزرگ بین 5 تا 200 تن وزن دارند و از فولادهای کم آلیاژ مانند 26NiCrMoV11-5 یا 30CrMoNiV5-11 تولید می شوند. این آهنگرها به سطوح گوگرد و فسفر کاملاً کنترل شده (معمولاً هر کدام زیر 0.005٪) نیاز دارند تا از چقرمگی ضربه بالا در دمای عملیاتی توربین اطمینان حاصل شود. آهنگرهای مخزن تحت فشار راکتور هسته ای از A508 Grade 3 (معادل 20MnMoNi4-5 در استانداردهای اروپایی)، درجه ای با سابقه اعتبار سنجی طولانی مدت و مستندات Charpy و چقرمگی شکست گسترده مورد نیاز کدهای ایمنی هسته ای استفاده می کنند.
استانداردهای کیفیت و آزمایش برای آهنگری فولادی
صرف نظر از درجه آهنگری فولاد، تضمین کیفیت از یک الگوی ثابت پیروی می کند که توسط استانداردهای بین المللی اداره می شود. ارجاع ترین استانداردها برای آهنگری فولادی عبارتند از ASTM A668 ( آهنگری فولاد آلیاژی عمومی)، ASTM A182 (فلنج و اتصالات فولادی آلیاژی)، EN 10250 ( آهنگری فولادی قالب باز برای مهندسی عمومی) و API 6A (تجهیزات سرچاهی و درخت کریسمس).
بررسی کیفیت استاندارد برای قطعات فولادی آهنگری عبارتند از:
- تست مکانیکی: کشش، تسلیم، ازدیاد طول، کاهش سطح، و ضربه چارپی (در دماهای مشخص تا 196- درجه سانتیگراد در برخی کاربردهای برودتی)
- تایید سختی: سختی برینل (HBW) بر روی مقاطع نماینده بررسی می شود، و گاهی اوقات سختی تراورس برای تایید سخت شدن از طریق
- تست اولتراسونیک (UT): بازرسی 100% حجمی برای عیوب زیرسطحی، با معیارهای پذیرش که به اندازه سوراخ های کف مسطح معادل معمولاً بسته به مشخصات از FBH 2 میلی متر تا FBH 6 میلی متر است.
- بررسی ترکیب شیمیایی: تجزیه و تحلیل ملاقه و محصول برای تأیید انطباق درجه، اغلب با محدودیتهای سختتر در مورد عناصر باقیمانده نسبت به استاندارد پایه
- معاینه ماکرو و میکرو: اچ کردن مقطع برای آشکار کردن جریان دانه، جداسازی و سلامت داخلی. بررسی متالوگرافی برای تایید اندازه دانه و ریزساختار
آهنگری هایی که پس از عملیات حرارتی در تست اولتراسونیک شکست می خورند باید از بین بروند یا دوباره پردازش شوند - هیچ گزینه ای برای تعمیر نقص داخلی در آهنگری جامد وجود ندارد. این امر، انتخاب شمش های فولادی تمیز و گاز زدایی شده با خلاء و کنترل دقیق فرآیند در حین آهنگری را برای دستیابی به بازده قابل قبول، به ویژه در آهنگری های فولادی آلیاژی بزرگ برای کاربردهای انرژی و دفاعی ضروری می کند.