آلیاژهای فولاد چیست؟ یک پاسخ مستقیم
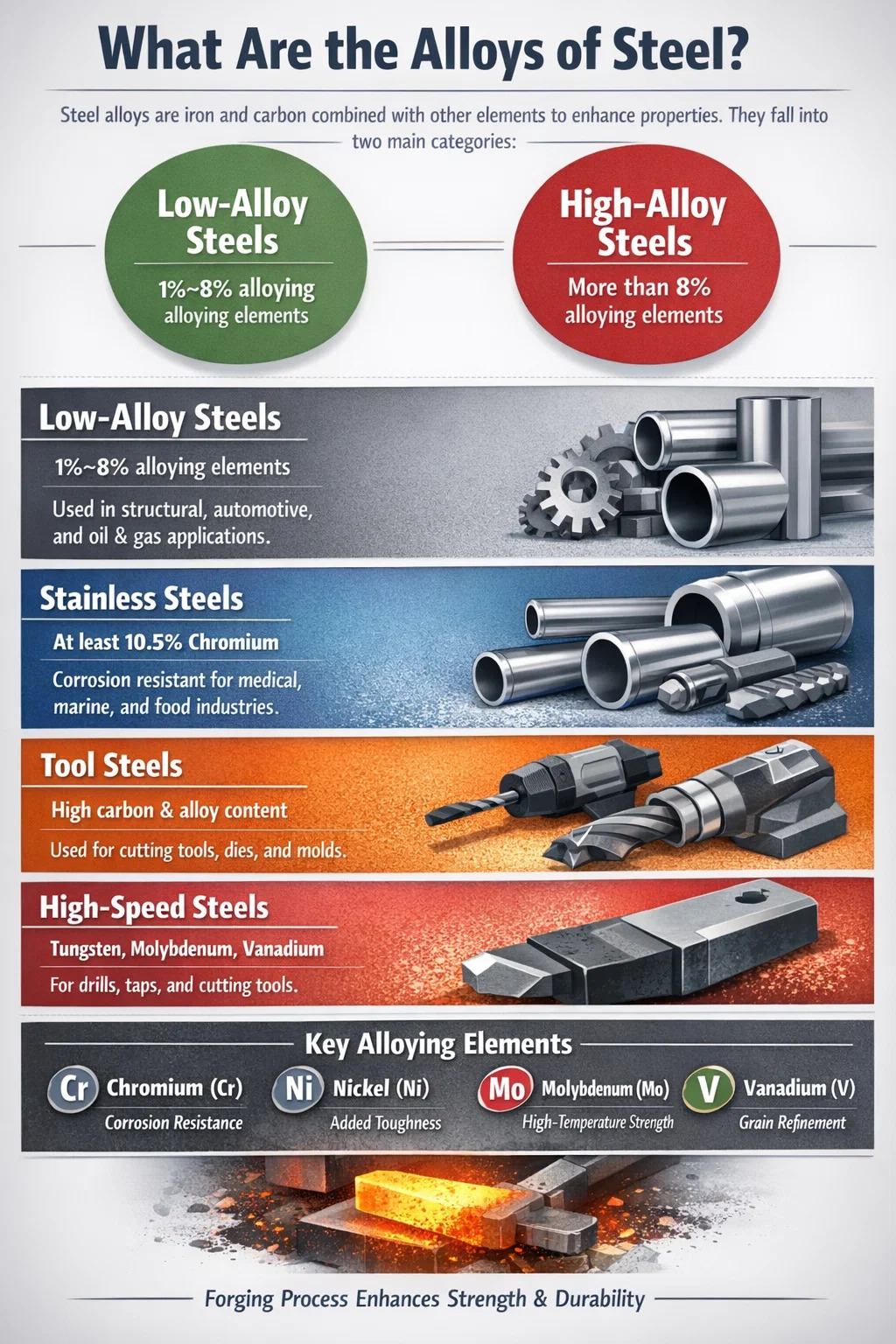
آلیاژهای فولادی از ترکیب آهن و کربن با یک یا چند عنصر آلیاژی اضافی - مانند کروم، نیکل، مولیبدن، وانادیم، منگنز یا تنگستن - برای تولید موادی با خواص مکانیکی، حرارتی یا شیمیایی خاص که فولاد کربنی ساده به تنهایی قادر به تولید آنها نیست، ایجاد میشود. خانواده گسترده به دو شاخه اصلی تقسیم می شود: فولادهای کم آلیاژ که حاوی کمتر از 8 درصد کل عناصر آلیاژی هستند و فولادهای پر آلیاژ ، که از این آستانه فراتر می روند و شامل فولادهای ضد زنگ و فولادهای ابزار می شوند.
در این خانواده، آهنگرهای فولادی آلیاژی یک جایگاه مهم صنعتی را اشغال می کنند. هنگامی که فولاد آلیاژی از طریق آهنگری شکل می گیرد - فرآیند فشرده سازی فلز گرم شده تحت فشار بالا - اجزای حاصل ساختار دانه ای تصفیه شده، مقاومت در برابر خستگی برتر و تحمل ابعادی سخت تری نسبت به قطعات ریخته گری یا میله های ماشینکاری شده نشان می دهند. صنایع از نفت و گاز گرفته تا هوافضا و تولید برق به شدت به آهنگری فولاد آلیاژی برای قطعاتی که باید در برابر استرس شدید، دما یا محیط های خورنده جان سالم به در ببرند، متکی هستند.
بخشهای زیر خانوادههای آلیاژی کلیدی، ترکیبات آنها، نقش هر عنصر آلیاژی و چگونگی تبدیل فولاد آلیاژی خام به اجزای با کارایی بالا را تجزیه میکنند.
دسته بندی های اصلی آلیاژهای فولادی
طبقه بندی آلیاژ فولاد از چندین سیستم همپوشانی پیروی می کند - بر اساس محتوای کل آلیاژ، بر اساس عنصر آلیاژی اولیه، و بر اساس کاربرد نهایی. عملی ترین چارچوب برای مهندسان و خریداران، ترکیب سطح محتوای آلیاژ و هویت عنصر اولیه است.
فولادهای کم آلیاژ
این فولادها بین 1 تا 8 درصد کل عناصر آلیاژی دارند. آنها موتورهای کار مهندسی سازه، ساخت مخازن تحت فشار و آهنگری فولاد آلیاژی در مقیاس بزرگ هستند. نمرات متداول عبارتند از AISI 4130، 4140، 4340، و 8620. برای مثال، آهنگری با درجه 4340 می تواند به استحکام کششی برابر دست یابد. 1080-1470 مگاپاسکال بسته به عملیات حرارتی، آن را به گزینه ای مناسب برای اجزای ارابه فرود هواپیما، میل لنگ و چرخ دنده های سنگین تبدیل می کند.
فولادهای پر آلیاژ
هنگامی که کل عناصر آلیاژی بیش از 8٪ باشد، فولاد به عنوان پر آلیاژ طبقه بندی می شود. مهمترین زیر مجموعه از نظر تجاری فولاد ضد زنگ است که حداقل به آن نیاز دارد 10.5٪ کروم برای تشکیل لایه اکسید غیرفعال که در برابر خوردگی مقاومت می کند. فولادهای ابزار پرسرعت، فولادهای بلبرینگ و آلیاژهای مقاوم در برابر حرارت نیز در اینجا قرار می گیرند. فولادهای ماریجینگ - یک گروه تخصصی با آلیاژ بالا حاوی 18 تا 25٪ نیکل - به استحکام فوق العاده بالایی دست می یابند (تا 2400 مگاپاسکال از طریق مکانیسم پیری مارتنزیت به جای درمان مرسوم خاموش کردن و مزاج.
فولادهای ضد زنگ
فولاد زنگ نزن از نظر فنی زیرمجموعه ای از فولاد پر آلیاژ است اما به دلیل مقیاس و تنوع تقریباً همیشه به طور جداگانه مورد بحث قرار می گیرد. چهار خانواده اصلی آستنیتی (سری 300)، فریتی (سری 400)، مارتنزیتی (سری 400 و 500) و دوبلکس (2205، 2507) هستند. گریدهای دوبلکس ریزساختارهای آستنیتی و فریتی را ترکیب می کنند و تقریباً ارائه می دهند دو برابر قدرت تسلیم استاندارد 316L در حالی که مقاومت در برابر خوردگی قابل مقایسه ای را حفظ می کند - دلیلی که آنها بر لوله های نفت و گاز و اجزای پمپ دریایی که اغلب به عنوان آهنگری فولاد آلیاژی ضد زنگ تولید می شوند تسلط دارند.
فولادهای ابزار
فولادهای ابزار دارای گریدهای کربن بالا و آلیاژی بالا هستند که برای سختی، مقاومت در برابر سایش و پایداری ابعادی در دماهای بالا مهندسی شده اند. گروه ها شامل سختی آب (سری W)، سخت شدن روغن (سری O)، سخت شدن هوا (سری A)، نوع D (کروم بالا)، کار گرم (سری H) و فولادهای پرسرعت (سری M و T) می باشد. درجه ای مانند فولاد پرسرعت M2 تقریباً حاوی است 6% تنگستن، 5% مولیبدن، 4% کروم و 2% وانادیم سختی قرمز استثنایی برای ابزارهای برشی که در دمای نزدیک به 600 درجه سانتیگراد کار می کنند.
عناصر کلیدی آلیاژی و اثرات آنها بر فولاد
هر عنصر اضافه شده به فولاد، تغییرات خاص و قابل پیش بینی در ریزساختار و خواص ایجاد می کند. درک این اثرات هنگام تعیین آهنگری فولاد آلیاژی ضروری است، زیرا دماهای آهنگری، نرخ خنک کننده و عملیات حرارتی پس از آهنگری باید همه شیمی آلیاژ را در نظر بگیرند.
| عنصر | محدوده معمولی (%) | اثر اولیه | نمرات مشترک |
|---|---|---|---|
| کروم (کروم) | 0.5-30٪ | مقاومت در برابر خوردگی، سخت شدن، مقاومت در برابر سایش | 4140، 52100، 316 |
| نیکل (Ni) | 0.5-36٪ | چقرمگی، مقاومت ضربه ای در دمای پایین، مقاومت در برابر خوردگی | فولاد برودتی 9% نیکل 4340، ماراژینگ |
| مولیبدن (Mo) | 0.15-10٪ | استحکام در دمای بالا، مقاومت در برابر خزش، مقاومت در برابر خوردگی حفره ای | 4140, 316L, P91 |
| وانادیوم (V) | 0.05-5٪ | پالایش دانه، سختی، مقاومت در برابر سایش در دماهای بالا | H13، M2، HSLA میکروآلیاژی |
| منگنز (Mn) | 0.3-14٪ | سختی پذیری، اکسید زدایی، سخت کاری (فولاد هادفیلد) | 1045، هادفیلد، HSLA |
| تنگستن (W) | 1-20٪ | سختی قرمز، حفظ سختی در دمای بالا | فولاد پرسرعت T1، T15 |
| سیلیکون (Si) | 0.1-4٪ | اکسید زدایی، مقاومت در برابر اکسیداسیون، استحکام فولاد فنر | فولاد فنری 9260، فولاد سیلیکونی-الکتریک |
| بور (B) | 0.0005-0.003٪ | بهبود سختی چشمگیر در سطوح بسیار پایین | 10B30، نمرات بور HSLA |
سختی پذیری - توانایی فولاد برای سخت شدن تا یک عمق معین - یکی از مهم ترین پارامترها برای آهنگری فولاد آلیاژی است. یک بخش آهنگری ضخیم که از طریق هسته آن سخت نمی شود، فضای داخلی نرمی خواهد داشت که ظرفیت تحمل بار را محدود می کند. کروم، مولیبدن و منگنز همگی سختی پذیری را به میزان قابل توجهی افزایش می دهند، به همین دلیل است که گریدهایی مانند 4140 (Cr-Mo) و 4340 (Ni-Cr-Mo) به طور گسترده برای آهنگری های بزرگ مشخص شده اند.
نمرات فولاد آلیاژی رایج و کاربردهای آنها در دنیای واقعی
انتخاب درجه به ندرت انتزاعی است - به دلیل شرایط عملیاتی خاص، هندسه و محدودیت های هزینه انجام می شود. گریدهای زیر نشان دهنده مهم ترین فولادهای آلیاژی از نظر تجاری هستند که بسیاری از آنها به طور معمول به عنوان آهنگری فولاد آلیاژی پردازش می شوند.
AISI 4140 (فولاد کروم-مولیبدن)
شاید همه کاره ترین فولاد کم آلیاژی که امروزه تولید می شود، 4140 تقریباً حاوی است 0.95٪ کروم و 0.20٪ مولیبدن در کنار 0.38-0.43 درصد کربن. در شرایط خاموش و تمپر شده به استحکام کششی 850-1000 مگاپاسکال با مقاومت در برابر خستگی خوب دست می یابد. برای شفت های محور، محور پمپ، کوپلینگ، میله پیستون و چرخ دنده ها استفاده می شود. به عنوان آهنگری فولاد آلیاژی، 4140 جزء در سرتاسر میدان نفتی یافت میشود - در یقههای مته، زیرهها، و میلههای کیلی - زیرا این درجه در برابر خستگی پیچشی در محیطهای پایین چاله مقاومت میکند.
AISI 4340 (فولاد نیکل-کروم-مولیبدن)
اضافه شدن تقریبا 1.65-2.00٪ نیکل به پایه Cr-Mo 4340 به طور چشمگیری چقرمگی و سخت شدن را در مقاطع بزرگ بهبود می بخشد. این درجه استاندارد برای آهنگریهای سازهای هوافضا، از جمله دیوارها، اتصالات بال و اجزای ارابه فرود است. می توان آن را با حداقل مقاومت کششی 1470 مگاپاسکال تحت عملیات حرارتی قرار داد و در عین حال مقادیر ضربه Charpy را بالای 20 ژول در دمای -40 درجه سانتی گراد حفظ کرد. AMS 6415 و AMS 6414 مشخصات تدارکات هوافضا برای این درجه هستند که مورد دوم برای تمیزی برتر به ذوب مجدد قوس خلاء (VAR) نیاز دارد.
AISI 8620 (فولاد کربورکننده نیکل-کروم-مولیبدن)
گرید 8620 یک فولاد سخت کننده کیس است. کربن هسته کم آن (0.18-0.23٪) فضای داخلی را محکم نگه می دارد، در حالی که کربن کردن سطح به 0.8-1.0٪ کربن یک بدنه سخت و مقاوم در برابر سایش ایجاد می کند. پس از کربوه شدن و کوئنچ، سختی سطح می رسد 58-62 HRC ، در حالی که هسته در 25-35 HRC باقی می ماند. چرخ دنده ها، پینیون ها و میل بادامک ها کاربردهای کلاسیک آهنگری فولاد آلیاژی 8620 در تولید خودرو و تجهیزات سنگین هستند.
AISI 52100 (فولاد یاتاقان کروم با کربن بالا)
با حدود 1.0٪ کربن و 1.5٪ کروم ، 52100 برای عمر خستگی تماس غلتشی در مسابقات بلبرینگ و توپ طراحی شده است. پس از سخت شدن به سختی سطح 60-64 HRC می رسد. الزامات تمیزی فوقالعاده سخت آن - گوگرد، فسفر، اکسیژن و محتوای کم آن - به طور متوسط 52100 اغلب از طریق ذوب مجدد الکتروسرباره (ESR) تولید میشود. حلقه های بلبرینگ فورج شده در 52100 به دلیل همسویی مطلوب جریان دانه با هندسه حلقه، عملکرد بهتری از استوک میله ماشین کاری شده دارند.
P91 و P92 (9% فولادهای مقاوم در برابر خزش کروم)
P91 (9Cr-1Mo-V-Nb) و P92 (9Cr-2W-0.5Mo-V-Nb) فولادهای کروم-مولیبدن هستند که برای سیستم های بخار در نیروگاه های تولید برق با دمای بالای 565 درجه سانتی گراد مهندسی شده اند. آهنگری های P91 مورد استفاده در بدنه سوپاپ ها، سینه های بخار و محفظه های توربین باید پایداری ریزساختاری را در طول عمر طراحی حفظ کنند. 200000 ساعت . این گریدها به عملیات حرارتی دقیق پس از جوش و پس از جوشکاری (معمولاً 760 درجه سانتیگراد نرمال و دمای 760 درجه سانتیگراد) برای دستیابی به ریزساختار مارتنزیت گرم شده مناسب نیاز دارند.
فولاد منگنز هادفیلد (گرید 1.3401 / ASTM A128)
فولاد هادفیلد تقریباً شامل 11-14٪ منگنز و 1.0-1.4٪ کربن . مشخصه بارز آن سخت شدن کار آستنیتی است: در اثر ضربه یا بارگذاری فشاری، سطح از تقریباً 200 HB به بیش از 550 HB سخت می شود در حالی که قسمت عمده آن سخت می ماند. فک های سنگ شکن، گذرگاه های ریلی و دندانه های سطل بیل مکانیکی بر این ویژگی متکی هستند. از آنجایی که فولاد هادفیلد به سختی آهنگر می شود (در هنگام تغییر شکل کار سخت می شود)، اکثر اجزای بزرگ هادفیلد به جای آهنگری ریخته گری می شوند.
چرا آهنگری عملکرد فولاد آلیاژی را تغییر می دهد؟
آهنگری فقط یک عملیات شکل دهی نیست - یک فرآیند متالورژیکی است. هنگامی که فولاد آلیاژی تا محدوده دمای آهنگری خود گرم می شود (معمولا 1050-1250 درجه سانتیگراد بسته به درجه) و تغییر شکل تحت فشار، چندین پیشرفت به طور همزمان در ساختار داخلی فلز رخ می دهد.
پالایش غلات
ریختهگری دانههای درشت و با جهت تصادفی با جداسازی دندریت تولید میکند. آهنگری این ساختار را از طریق چرخه های مکرر تغییر شکل و تبلور مجدد تجزیه می کند. نتیجه یک ساختار دانه ریز و هم محور - معمولاً اندازه دانه ASTM 5-8 - است که در برابر شروع و انتشار ترک مقاومت می کند. آهنگری فولاد آلیاژی ریزدانه به طور مداوم نشان می دهد 15-25٪ قدرت خستگی بالاتر نسبت به ریخته گری های معادل با ترکیب آلیاژی یکسان.
جریان دانه کنترل شده
در یک جزء آهنگری، خطوط جریان دانه - یا "خطوط فیبر" - از خطوط شکل قطعه پیروی می کنند، دقیقاً مانند دانه های چوب که از شکل یک شاخه پیروی می کنند. این امر به ویژه برای آهنگری های فولادی آلیاژی که در قطعات دوار مانند میل لنگ و چرخ دنده ها استفاده می شود، که در آن جهت تنش اصلی با جریان دانه همسو می شود، به حداکثر رساندن استحکام و مقاومت در برابر خستگی، بسیار مهم است. یک میل لنگ استوک میله ماشینکاری شده خطوط جریان دانه را قطع می کند و خواص عرضی ضعیف تری را دقیقاً در مکان های پر تنش نشان می دهد.
بسته شدن تخلخل و گنجاندن
شمش های ریخته گری دارای تخلخل انقباضی و منافذ گاز هستند. نیروهای فشاری در حین آهنگری - که در پرس های هیدرولیک بزرگ می تواند برسد 50000 تا 80000 تن - این منافذ را جوش داده و اجزای غیر فلزی را به رشتههای ریزتر و پراکندهتر توزیع کنید. این بسته شدن حفره های داخلی با نسبت کاهش آهنگری اندازه گیری می شود: نسبت کاهش 4:1 به طور کلی حداقل مورد نیاز برای اطمینان از بسته شدن تخلخل کافی است، در حالی که آهنگرهای فولادی آلیاژی حساس هوافضا اغلب 6:1 یا بالاتر را مشخص می کنند.
بهبود خواص مکانیکی - کمی
داده های مقایسه فولاد آلیاژی 4340 در شرایط ریختگی در مقابل آهنگری، بهبود را به طور مشخص نشان می دهد:
- استحکام کششی: ریخته گری ~ 900 مگاپاسکال در مقابل آهنگری ~ 1080 مگاپاسکال (خاموش شده و خنثی شده)
- قدرت تسلیم: ریخته گری ~ 700 مگاپاسکال در مقابل آهنگری ~ 980 مگاپاسکال
- ضربه چارپی (طولی): ریخته گری ~20 ژول در مقابل فورج ~60-80 ژول
- حد خستگی (خمش چرخشی): ریخته گری ~ 380 مگاپاسکال در مقابل آهنگری ~ 480 مگاپاسکال
این تفاوتها توضیح میدهند که چرا اجزای حیاتی ایمنی - فلنجهای مخزن تحت فشار، دیسکهای توربین، شفتهای محور خودرو - تقریباً بهطور انحصاری بهعنوان آهنگری فولاد آلیاژی به جای ریختهگری تولید میشوند.
انواع فرآیندهای آهنگری مورد استفاده برای فولاد آلیاژی
همه آهنگری ها یکسان نیستند و فرآیند انتخاب شده به طور قابل توجهی بر ریزساختار، تحمل ابعادی و هزینه آهنگری فولاد آلیاژی تمام شده تأثیر می گذارد.
آهنگری باز قالب ( آهنگری رایگان )
بیلت بین قالب های مسطح یا ساده شکل بدون محفظه کامل فشرده می شود. این فرآیند برای قطعات بزرگ و کم حجم استفاده می شود: شفت تا طول 15 متر حلقه هایی به قطر چندین متر و بلوک هایی برای مخازن تحت فشار یا دیسک های توربین. فورج قالب باز به اپراتور اجازه می دهد قطعه کار را به طور مکرر تغییر مکان دهد و به نسبت کاهش بالا و سلامت داخلی عالی دست یابد. بیشتر آهنگری های فولادی آلیاژی که برای تولید برق (روتورهای توربین، شفت ژنراتور) و صنایع سنگین تولید می شوند، فورجینگ های قالب باز هستند.
قالب بسته (Impression-Die) آهنگری
فولاد آلیاژی در داخل حفره های قالبی شکلی قرار دارد که فلز را مجبور می کند تا هندسه قالب را پر کند. این فرآیند برای اشکال با پیچیدگی متوسط در حجمهای بالا، مانند شاتونهای اتصال خودرو، جعبه دنده، بدنه سوپاپها و فلنجها مناسب است. تحمل های ابعادی از ± 0.5 میلی متر یا بهتر قابل دستیابی هستند. هزینه های قالب بالا است - مجموعه قالب های آهنگری برای میله اتصال بسته به اندازه و پیچیدگی می تواند 50000 تا 200000 دلار هزینه داشته باشد - اما هزینه هر قطعه در حجم به شدت کاهش می یابد.
حلقه نورد
یک فرآیند آهنگری تخصصی که در آن یک پریفرم توخالی به تدریج در ضخامت دیواره کاهش مییابد و قطر بین یک رول رانده و یک رول بیکار افزایش مییابد. نورد حلقه حلقههای بدون درز با جریان دانههای محیطی پیوسته تولید میکند که برای یاتاقانها، فلنجها، رینگهای چرخ دنده و نازلهای مخازن تحت فشار ایدهآل است. آهنگری های فولادی آلیاژی تولید شده توسط نورد حلقه ای در گریدهایی مانند 4140، 4340 و F22 (2.25Cr-1Mo) اجزای استاندارد در تجهیزات سرچاه نفت و گاز و گیربکس های صنعتی هستند.
آهنگری همدما و نزدیک به همدما
برای آلیاژهایی با پنجرههای گرم کار باریک - از جمله فولادهای ابزار پر آلیاژ، آلیاژهای تیتانیوم و سوپرآلیاژهای نیکل - قالبها تا دمای قطعه کار گرم میشوند تا گرادیانهای حرارتی به حداقل برسد و از سخت شدن زودرس جلوگیری شود. این فرآیند ریزساختارهای فوقالعاده ثابتی تولید میکند، اما به قالبهای گرم شده (اغلب در 900-1100 درجه سانتیگراد ) و سرعت پرس آهسته تر، به طور قابل ملاحظه ای هزینه را افزایش می دهد. آهنگرهای همدما به شکل نزدیک به تور، میزان ماشینکاری را به حداقل میرسانند، که زمانی ارزشمند است که خود آلیاژ گران باشد.
عملیات حرارتی از آهنگری فولاد آلیاژی
آهنگری ساختار دانه را تنظیم می کند. عملیات حرارتی ریزساختار نهایی و خواص مکانیکی را تعیین می کند. برای آهنگری فولاد آلیاژی، سه دنباله اصلی درمان عبارتند از نرمال کردن، خاموش کردن و تمپر کردن (Q&T)، و بازپخت.
عادی سازی
آهنگری تا 30 تا 50 درجه سانتیگراد بالاتر از دمای بحرانی بالایی (Ac3) گرم می شود و با هوا خنک می شود. این ساختار دانه را اصلاح می کند، تنش های آهنگری باقیمانده را کاهش می دهد و یک ریزساختار پرلیتی-فریتی یکنواخت ایجاد می کند. 4140 نرمال شده به استحکام کششی تقریباً دست می یابد 655-860 مگاپاسکال ، برای بسیاری از کاربردهای ساختاری بدون درمان بیشتر کافی است. نرمال سازی همچنین ماشین کاری را در مقایسه با شرایط فرفورژه بهبود می بخشد.
خاموش کردن و معتدل کردن
Q&T درمان استاندارد برای آهنگری فولاد آلیاژی است که به حداکثر استحکام و چقرمگی نیاز دارد. آهنگری آستنیته می شود (معمولا 840-870 درجه سانتیگراد برای اکثر گریدهای Cr-Mo)، سپس به سرعت در روغن یا آب فرو میروند تا مارتنزیت تشکیل شود، و سپس در دمای 540 تا 650 درجه سانتیگراد برای کاهش شکنندگی و حفظ بیشتر استحکام استفاده میشود. آهنگری 4340 که در دمای 540 درجه سانتیگراد کار می کند، تقریباً 1470 مگاپاسکال استحکام کششی و 1172 مگاپاسکال استحکام تسلیم را بدست می آورد. تلطیف در دمای 650 درجه سانتیگراد استحکام را به حدود 1030 مگاپاسکال کاهش می دهد، اما چقرمگی ضربه را از ~ 28 ژول به ~ 80 ژول افزایش می دهد - یک مبادله کلاسیک استحکام و چقرمگی.
محلول آنیلینگ برای آهنگری فولاد آلیاژی ضد زنگ
آهنگرهای زنگ نزن آستنیتی (304، 316، 321) نیاز به بازپخت محلول دارند 1040-1120 درجه سانتیگراد به دنبال آن خاموش شدن سریع آب برای حل کردن کاربیدهای کروم و بازیابی مقاومت کامل در برابر خوردگی. اگر ضد زنگ آستنیتی پس از آهنگری به آرامی در محدوده حساسیت (425 تا 870 درجه سانتیگراد) خنک شود، کاربیدهای کروم در مرزهای دانه رسوب می کنند و مناطق مجاور کروم را تخلیه می کنند و آنها را در برابر خوردگی بین دانه ای آسیب پذیر می کنند - پدیده ای که به عنوان حساسیت شناخته می شود. بازپخت مناسب محلول این خطر را از بین می برد.
سخت شدن بارش (پیری)
پیری که در فولادهای زنگ نزن سخت شونده با رسوب (PH 17-4، 15-5 PH) و فولادهای ماراژینگ اعمال می شود، شامل نگه داشتن آهنگری در دمای خاصی است - معمولاً 480-620 درجه سانتیگراد - برای رسوب دادن ترکیبات بین فلزی ریز (رسوب های غنی از مس در PH 17-4؛ Ni3Mo، Ni3Ti در فولاد ماراژینگ) که حرکت نابجایی را مسدود می کند و سختی و استحکام را افزایش می دهد. PH 17-4 در شرایط H900 (سن در دمای 482 درجه سانتیگراد) استحکام کششی 1310 مگاپاسکال و بازدهی 1170 مگاپاسکال را با مقاومت در برابر خوردگی خوب به دست میآورد - و آن را برای آهنگریهای فولادی آلیاژی ساختاری هوافضا که کاهش وزن مهم است محبوب میکند.
بازرسی و استانداردهای کیفیت برای آهنگری فولاد آلیاژی
از آنجایی که آهنگرهای فولادی آلیاژی اغلب از نظر ایمنی بسیار مهم هستند، الزامات کیفیت بسیار فشرده است و معمولاً توسط استانداردهای صنعت، مشخصات مشتری و کدها تعریف می شود.
استانداردها و مشخصات مربوطه
- ASTM A105 - آهنگری فولاد آلیاژی فولاد کربنی برای اجزای لوله کشی در دمای محیط
- ASTM A182 - فلنج و اتصالات لوله فولادی ضد زنگ و فورج شده یا نورد شده برای خدمات در دمای بالا
- ASTM A336 - آهنگری فولاد آلیاژی برای قطعات تحت فشار و دمای بالا
- ASTM A508 - آهنگرهای فولادی آلیاژی خاموش و تمپر شده برای مخازن تحت فشار، از جمله مخازن راکتور هسته ای
- AMS 6415 / AMS 6414 - مشخصات آهنگری فولاد آلیاژی هوافضا برای درجه 4340
- EN 10250 - استاندارد اروپایی برای آهنگری فولادی با قالب باز برای اهداف مهندسی عمومی
- API 6A - تجهیزات سرچاهی و درخت کریسمس، پوشش بدنه دریچه های آهنگری و قرقره ها از فولاد آلیاژی
روش های تست غیر مخرب
آهنگرهای فولادی آلیاژی بزرگ به طور معمول تحت چندین روش ارزیابی غیر مخرب (NDE) قرار می گیرند:
- تست اولتراسونیک (UT) - با استفاده از امواج صوتی با فرکانس بالا، عیوب داخلی (تخلخل، آخال، دور) را تشخیص می دهد. حساسیت معمولاً برای تشخیص بازتابندههای سوراخ کف تخت (FBH) به قطر 1.6 میلیمتر برای قطعات هوافضا کالیبره میشود.
- بازرسی ذرات مغناطیسی (MPI) - با اعمال میدان مغناطیسی و پودر آهن یا ذرات فلورسنت، ناپیوستگی های سطحی و نزدیک به سطح را در آهنگری فولاد آلیاژی فرومغناطیسی تشخیص می دهد.
- تست نفوذ مایع (PT) - برای آهنگری فولاد آلیاژی ضد زنگ غیر فرومغناطیسی برای تشخیص عیوب شکستگی سطح استفاده می شود.
- تست رادیوگرافی (RT) - بررسی اشعه ایکس یا گاما برای فورجینگ های هندسی پیچیده که در آن دسترسی به UT محدود است.
تأیید ویژگی مکانیکی - کشش، تسلیم، ازدیاد طول، کاهش سطح، ضربه چارپی - همیشه از کوپنهای آزمایش گرما مورد نیاز است. بررسی های سختی در چندین مکان یکنواختی عملیات حرارتی را از طریق مقطع آهنگری تأیید می کند.
آهنگری فولاد آلیاژی در سراسر صنایع کلیدی
تقاضا برای آهنگری فولاد آلیاژی به طور گسترده در صنایع سنگین توزیع شده است که هر کدام با ترجیحات آلیاژی متمایز ناشی از محیط عملیاتی هستند.
نفت و گاز
درختان کریسمس سرچاهی، بدنه دریچهها، فلنجها و توپیهای اتصال زیر دریا بهعنوان آهنگری فولادی آلیاژی در گریدهایی مانند F22 (2.25Cr-1Mo)، F91 (9Cr-1Mo) و دوبلکس ضد زنگ 2205 تولید میشوند. 15000 psi و دما از -29 درجه سانتیگراد تا 180 درجه سانتیگراد در حالی که مقاومت در برابر ترک خوردگی استرس سولفید ناشی از H2S (SSC). NACE MR0175 / ISO 15156 حداکثر محدودیت سختی را مشخص می کند (معمولا حداکثر 22 HRC ) برای آهنگری فولاد آلیاژی در محیط های خدمات ترش برای جلوگیری از SSC.
تولید برق
روتورهای توربین بخار، شفت ژنراتور و بدنه شیر برای نیروگاههای زغال سنگ، گاز و هستهای برخی از بزرگترین و پر تقاضاترین فورجینگهای فولادی آلیاژی ساخته شده را نشان میدهند. یک روتور توربین کم فشار برای یک توربین بخار 1000 مگاواتی می تواند وزن بیشتری داشته باشد. 70 تن و نیاز به 100 ساعت معاینه اولتراسونیک دارد. گریدهای مورد استفاده عبارتند از 26NiCrMoV14-5، 30CrMoV9، و برای کارخانه های فوق بحرانی، فولادهای کروم 9 تا 12 درصد اصلاح شده (P91، P92، CB2).
هوافضا و دفاع
ارابه های فرود، پیستون های محرک، دیوارهای ساختاری و پایه های موتور به صورت آهنگری فولاد آلیاژی در 4340، 300M (4340 اصلاح شده با سیلیکون و وانادیوم بالاتر)، Aermet 100 و PH 17-4 تولید می شوند. 300M به مقاومت کششی بیش از حد دست می یابد 1930 مگاپاسکال با چقرمگی شکست خوب (KIC > 66 MPa√m)، که آن را به مواد ارابه فرود استاندارد برای هواپیماهای تجاری و نظامی تبدیل می کند. تمام آهنگرهای فولادی آلیاژی هوافضا مشمول الزامات ردیابی کامل مواد از حرارت مذاب تا قسمت نهایی هستند.
خودرو و تجهیزات سنگین
میل لنگ، میلههای اتصال، میل بادامک، بند فرمان، توپی چرخها و چرخدندههای حلقهای دیفرانسیل همگی به عنوان آهنگرهای فولادی آلیاژی با قالب بسته تولید میشوند. بازار جهانی آهنگری خودرو فراتر رفت 80 میلیارد دلار در سال 2023، با فولاد آلیاژی که بزرگترین بخش حجم را نشان می دهد. گریدهای میکروآلیاژی HSLA (فولادهای دارای وانادیوم 1548، فولادهای دارای نیوبیم) سهم بازار را به دست آوردهاند، زیرا پس از خنکسازی کنترلشده از دمای آهنگری بدون مرحله Q&T جداگانه، به استحکام لازم دست مییابند - کاهش مصرف انرژی و هزینههای ساخت.
معدن و ساخت و ساز
دندانه های سطلی، چکش های سنگ شکن، لبه های بیل و مته ها برای کاربردهای معدنی از آهنگری فولاد آلیاژی در درجه های مقاوم در برابر سایش استفاده می کنند. فولاد آلیاژی کروم-مولیبدن با کربن متوسط به بالا (0.35-0.50٪ سانتیگراد) حرارت داده شده تا 400-500 HB برای چکش های سنگ شکن معمول است. مته های چرخشی از آهنگری فولاد آلیاژی در درجه های 4145H یا اصلاح شده 4145 استفاده می کنند که برای برآوردن الزامات API مشخصات 7-1 برای اتصالات ابزارهای پایین چاه عملیات حرارتی شده است.
نحوه انتخاب فولاد آلیاژی مناسب برای قطعات آهنگری
انتخاب فولاد آلیاژی برای آهنگری یک تصمیم مهندسی چند متغیره است. چارچوب زیر بحرانی ترین معیارهای انتخاب را پوشش می دهد.
مرحله 1: وضعیت استرس و سطح قدرت مورد نیاز را تعریف کنید
بارگذاری کششی، خستگی، پیچشی یا ضربه ای؟ یک شفت چرخان خمش و پیچ خوردگی چرخه ای را می بیند - استحکام خستگی حاکم است و به آهنگری فولاد آلیاژی تمیز با دانه ریز و تمیزی بالا اشاره می کند. پوسته مخزن تحت فشار تنش کششی دو محوره را در دمای بالا مشاهده می کند - مقاومت در برابر خزش و چقرمگی شکست حاکم است که به درجه های Cr-Mo مانند F22 یا F91 اشاره می کند.
مرحله 2: ارزیابی محیط
آیا آهنگری با سیالات خورنده، گاز ترش، آب دریا یا گازهای اکسید کننده در دمای بالا تماس می گیرد؟ خدمات ترش نیازمند محدودیت سختی و انطباق با NACE است. محیط های دریایی ممکن است به آهنگری فولاد آلیاژی ضد زنگ دوبلکس نیاز داشته باشند. محیط های اکسید کننده با دمای بالا برای مقاومت در برابر اکسیداسیون کافی به محتوای کروم بالای 9 درصد نیاز دارند.
مرحله 3: اندازه بخش و سختی پذیری را در نظر بگیرید
یک شفت با قطر 25 میلیمتر را میتوان با یک 4140 ساده سختسازی کرد. یک آهنگری با قطر 500 میلیمتر به درجهای با سختیپذیری بسیار بالاتر - 4340، یا در حالت ایدهآل یک نوع تقویتشده با نیکل - نیاز دارد تا اطمینان حاصل شود که هسته پس از کوئنچ به سختی هدف میرسد. نمودارهای سختپذیری Grossmann و دادههای Jominy end-quench برای نمرات کاندید، ابزار اصلی برای این تجزیه و تحلیل هستند.
مرحله 4: قابلیت جوشکاری را ارزیابی کنید
اگر آهنگری به لوله یا صفحه جوش داده شود، معادل کربن (CE) خطر ترک خوردگی ناشی از هیدروژن را کنترل می کند. فرمول IIW CE = C Mn/6 (Cr Mo V)/5 (Ni Cu)/15 باید زیر باشد 0.40٪ برای جوش بدون پیش گرم درجات بالاتر از این نیاز به پیش گرم کردن، کنترل دمای بین پاسی و عملیات حرارتی پس از جوش (PWHT) دارند که هزینه و زمان بندی را اضافه می کند.
مرحله 5: عامل ماشینکاری و هزینه
ماشین آلیاژ بالا و سختی بالا کندتر ماشین آلات و سایش ابزار سریع تر، افزایش هزینه ماشینکاری در هر قطعه. 4140 ماشین تقریبا 40 درصد سریعتر بیش از 4340 در شرایط عملیات حرارتی مشابه. فولادهای ابزار و گریدهای ضد زنگ با آلیاژ بالا نیاز به ابزار کاربید دارند. کل هزینه آهنگری فولاد آلیاژی شامل مواد خام، آهنگری، عملیات حرارتی، ماشینکاری و بازرسی است - و انتخاب آلیاژ بر همه اینها تأثیر می گذارد.
روندهای نوظهور در آهنگری فولاد آلیاژی
صنعت آهنگری فولاد آلیاژی ثابت نیست. پیشرفتهای مادی و نوآوریهای فرآیند به گسترش آنچه دست یافتنی است ادامه میدهند.
فولادهای میکروآلیاژی HSLA جایگزین گریدهای Q&T
گریدهای کم آلیاژ با استحکام بالا (HSLA) حاوی افزودنیهای کوچک وانادیوم (0.06-0.12٪)، نیوبیم (0.03-0.06٪)، یا تیتانیوم به استحکام تسلیم 550-700 مگاپاسکال مستقیماً پس از خنکسازی کنترل شده از دمای آهنگری میرسند و چرخه خاموشی و تمپر جداگانه را حذف میکنند. این باعث صرفه جویی در انرژی، کاهش خطر اعوجاج و کوتاه شدن زمان تحویل می شود. پذیرش در میله های اتصال خودرو و تیرهای محور کامیون سریع بوده است.
تمیزی و متالورژی خلاء
تقاضا برای عمر خستگی بیشتر در کاربردهای هوافضا و انرژی، تولیدکنندگان آهنگری فولاد آلیاژی را به سمت ذوب القایی خلاء (VIM) و سپس ذوب مجدد قوس خلاء (VAR) یا ذوب مجدد الکتروسرباره (ESR) سوق میدهد. فولاد آلیاژی دو مذاب VIM VAR به محتوای اکسیژن در زیر دست می یابد 10 پی پی ام و گوگرد کمتر از 5 ppm، در مقایسه با 20-30 ppm اکسیژن در کوره قوس الکتریکی استاندارد به علاوه تولید پالایش ملاقه. کاهش اجزای غیر فلزی مستقیماً به بهبود طول عمر خستگی در چرخه بالا ترجمه می شود - گاهی اوقات با ضریب 2-3×.
توسعه آهنگری مبتنی بر شبیه سازی
مدلسازی المان محدود (FEM) فرآیندهای آهنگری با استفاده از نرمافزارهایی مانند DEFORM، FORGE یا Simufact اکنون به مهندسان آهنگر اجازه میدهد تا جریان فلز، توزیع کرنش، تکامل دما و پر شدن قالب را قبل از هر آزمایش فیزیکی پیشبینی کنند. این امر تعداد آزمایشهای آهنگری مورد نیاز برای طرحهای آهنگری فولاد آلیاژی جدید را از 5 تا 10 بار به 1 تا 2 بار در بسیاری موارد کاهش میدهد و به طور قابلتوجهی هزینه توسعه و زمان عرضه به بازار را کاهش میدهد.
شیوه های آهنگری پایدار
فولادسازی کوره قوس الکتریکی (EAF) با استفاده از قراضه در حال حاضر بر تولید فولاد آلیاژی غالب است. موج بعدی شامل جایگزینی گرمایش احتراق گاز طبیعی با گرمایش القایی یا کورههای مقاومت الکتریکی برای گرمایش بیلت است که انتشار CO2 از کارخانه آهنگری را کاهش میدهد. چندین شرکت آهنگری اروپایی متعهد شده اند اهداف بی طرفی کربن تا سال 2040 ، با برقی شدن گرمایش به عنوان اهرم اولیه. در عین حال، آهنگری نزدیک به شبکه - به حداقل رساندن مواد حذف شده در ماشینکاری - ضایعات مواد را کاهش می دهد، که با توجه به هزینه فولاد آلیاژی ویژه مهم است.