فولاد فنری گروهی از آلیاژهای فولاد کربنی متوسط به بالا هستند که به طور خاص مهندسی شده اند تا پس از انحراف، خم شدن یا پیچش تحت بار به شکل اولیه خود بازگردند. ویژگی تعیین کننده رفتار الاستیک است - فولاد فنر می تواند انرژی مکانیکی عظیمی را بدون تغییر شکل دائمی جذب کند. این ویژگی از طریق ترکیب آلیاژی دقیق و فرآیندهای عملیات حرارتی تخصصی، که اغلب شامل آن می شود، به دست می آید آهنگری فولاد به دنبال آن خاموش کردن و تلطیف کنترل شده. گریدهای متداول شامل 1074، 1075، 5160 و 9255 است که هر کدام برای محیط های بار و سیکل های خستگی مختلف کالیبره شده اند.
به بیان ساده: اگر به ماده ای نیاز دارید که به طور قابل اعتماد خم شود و به عقب برگردد - هزاران یا حتی میلیون ها بار - فولاد فنر دقیقاً برای این منظور طراحی شده است. این یک آلیاژ منفرد نیست بلکه یک خانواده کامل از فولادها است که توسط یک تقاضای مکانیکی متحد شده اند: تاب آوری تحت استرس چرخه ای .
هسته شیمی در پشت فنر فولاد
فولاد فنری استحکام الاستیک خود را از یک ترکیب شیمیایی متعادل به دست می آورد. محتوای کربن معمولاً بین این دو قرار می گیرد 0.60٪ و 1.00٪ ، به فولاد سختی کافی می دهد تا در مقابل گیرش دائمی مقاومت کند و در عین حال چقرمگی را حفظ کند. فراتر از کربن، چندین عنصر آلیاژی مشخصات عملکرد هر گرید را مشخص می کند.
عناصر کلیدی آلیاژی و نقش آنها
| عنصر | محدوده معمولی | عملکرد اولیه |
|---|---|---|
| کربن (C) | 0.60-1.00٪ | سختی پایه و حد الاستیک |
| سیلیکون (Si) | 1.50-2.00٪ | استحکام تسلیم را افزایش می دهد، در برابر ست شدن مقاومت می کند |
| منگنز (Mn) | 0.70-1.00٪ | سختی و استحکام |
| کروم (کروم) | 0.60-1.00٪ | مقاومت در برابر خوردگی، سخت شدن عمیق |
| وانادیوم (V) | 0.10-0.20٪ | پالایش دانه، مقاومت در برابر خستگی |
سیلیکون شایسته ذکر ویژه است. در گریدهایی مانند 9255 (یک فولاد Si-Mn)، محتوای سیلیکون تا 2.00٪ به طور چشمگیری حد الاستیک را افزایش می دهد - نقطه ای که در آن تنش باعث تغییر شکل دائمی می شود - بدون اینکه شکل پذیری را به اندازه کربن به تنهایی کاهش دهد. به همین دلیل است که 9255 یک انتخاب ارجح در کاربردهای فنر برگ سنگین است که هم قدرت تسلیم و هم جذب ضربه به طور همزمان اهمیت دارند.
گریدهای کروم وانادیوم مانند 6150 معمولاً از طریق عملیات آهنگری فولاد برای تولید فنرهای مارپیچ با یکپارچگی بالا برای سیستم تعلیق خودرو پردازش می شوند. ترکیب کروم برای سختشدگی و وانادیوم برای پالایش دانهها، 6150 را بهویژه در برابر ترکخوردگی با خستگی مقاوم میکند - یک حالت شکست بحرانی در هر جزء با بارگذاری چرخهای.

فولاد فنری چگونه ساخته می شود - از بیلت خام تا قطعه تمام شده
تولید قطعات فولادی فنری شامل چندین مرحله ساخت به شدت کنترل شده است. درک این توالی روشن میکند که چرا فولاد فنر در سرویس رفتار میکند - و چرا میانبرها در هر مرحله باعث خرابی میشوند.
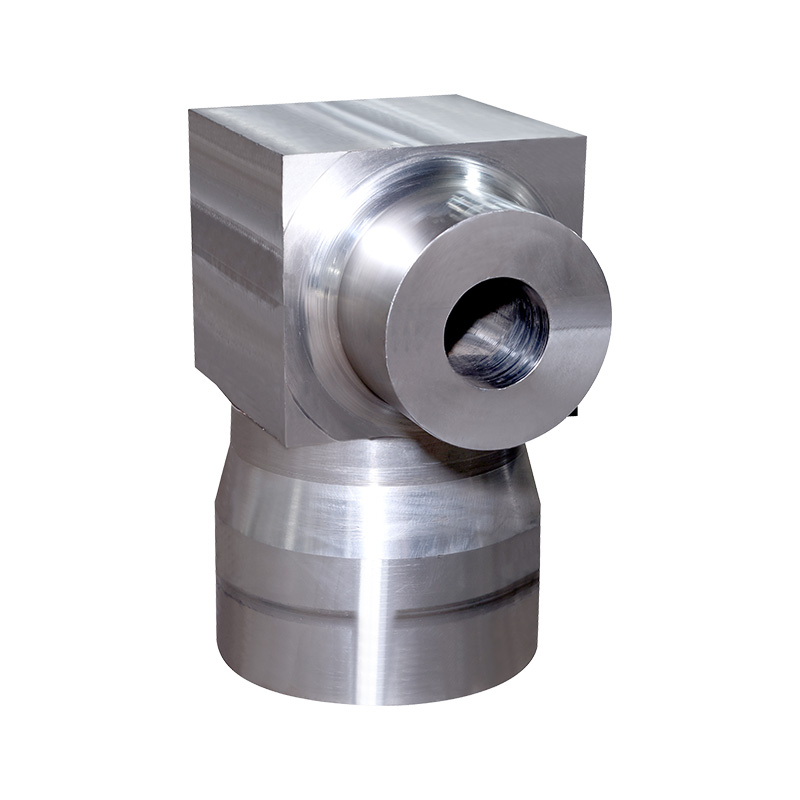
آهنگری فولاد: پایه یکپارچگی مکانیکی
آهنگری فولاد یک روش شکل دهی اولیه برای اجزای فولادی فنری با کارایی بالا است. در طول آهنگری داغ، بیلت ها تا دمای بین حرارت می روند 900 درجه سانتیگراد و 1150 درجه سانتیگراد و تحت نیروی فشاری کار می کرد. این کار مکانیکی حفرههای داخلی را میبندد، ساختار دانهها را اصلاح میکند و خطوط جریان کریستالوگرافی فلز را با هندسه قطعه همسو میکند - و قطعهای با مقاومت خستگی قابلتوجهی بهتر از معادل ماشینکاری شده یا ریختهگری شده تولید میکند.
به عنوان مثال، یک فنر برگ فورج شده برای یک وسیله نقلیه تجاری سنگین دارای ساختار یکنواخت و ریزدانه در سراسر سطح مقطع خود خواهد بود. یک معادل ریختهگری با هندسه یکسان حاوی تفکیک دندریتی و تخلخل است که به طور چشمگیری عمر خستگی را در چرخههای خمشی مکرر کاهش میدهد. به همین دلیل است که تقریباً تمام اجزای فنری حیاتی - میلههای پیچشی خودرو، فنرهای ارابه فرود هواپیما، عناصر تعلیق ماشینآلات سنگین - از طریق آهنگری فولاد به جای ریختهگری یا برش از صفحه تولید میشوند.
در فورجینگ قالب بسته فولاد فنری، مواد بین قالب های ماشینکاری شده دقیق فشرده می شود که شکل نزدیک به شبکه قطعه را مشخص می کند. این رویکرد ماشینکاری پس از آهنگری را به حداقل میرساند، جریان دانه مطلوب را حفظ میکند و تحملهای ابعادی محکمتری نسبت به روشهای قالب باز به دست میآورد. فلاش - مواد اضافی فشرده شده در خط جداکننده قالب - پس از آن بریده می شود و یک جای خالی آماده برای عملیات حرارتی باقی می ماند.
عملیات حرارتی: تبدیل ریزساختار
پس از آهنگری فولاد یا شکل دهی سرد، عملیات حرارتی ریزساختار فولاد را به فازهای مارتنزیتی یا بینیتی مورد نیاز برای عملکرد الاستیک بالا تبدیل می کند. دنباله این است:
- آستنیته کردن - حرارت دادن به 820-870 درجه سانتیگراد برای حل شدن کربن به طور یکنواخت در آستنیت
- خاموش کردن - خنک شدن سریع در روغن یا پلیمر برای تشکیل مارتنزیت سخت
- معتدل کردن - گرم کردن مجدد تا 400 تا 500 درجه سانتیگراد برای کاهش تنش های خاموش و بازیابی چقرمگی
سختی نهایی پس از تمپر معمولاً هدف قرار می گیرد 44-52 HRC برای اکثر گریدهای فولادی فنری، بسته به کاربرد. سختی بالاتر حد الاستیک بالاتری را ایجاد میکند اما شکلپذیری و مقاومت ضربهای را کاهش میدهد، بنابراین دمای تمپر دقیقاً برای هر استفاده نهایی تنظیم میشود.
شات پینینگ معمولا پس از عملیات حرارتی اعمال می شود. بمباران سطح با گلولههای فولادی کوچک، یک لایه تنش پسماند فشاری ایجاد میکند - معمولاً 0.1 تا 0.3 میلیمتر عمق - که به طور قابلتوجهی عمر خستگی را با مقابله با تنشهای کششی که باعث ایجاد ترکهای سطحی میشود، افزایش میدهد. یک فنر مارپیچ که به درستی شات شده باشد می تواند به بهبود عمر خستگی دست یابد 50 درصد یا بیشتر در مقایسه با یک معادل غیرپیش خورده تحت یک چرخه بار.
نمرات رایج فولاد فنری و محل استفاده از آنها
کاربردهای مختلف نیازهای مکانیکی بسیار متفاوتی را تحمیل می کنند. درجه فولاد فنری انتخاب شده باید با دامنه تنش، محیط، دما و عمر خستگی مورد نیاز برنامه خاص مطابقت داشته باشد.
1074 و 1075 - فنرهای مسطح با کربن بالا
این گریدهای ساده با کربن بالا به طور گسترده برای فنرهای صاف، فنرهای ساعتی، گیره های نگهدارنده و فنرهای ابزار دقیق استفاده می شوند. آنها تقریباً حاوی 0.70-0.80٪ کربن و معمولاً در شرایط نورد سرد و از پیش سخت شده عرضه می شوند. این بدان معناست که سازنده نوار یا ورقی را دریافت می کند که از قبل در سختی مورد نظر قرار دارد و می تواند مستقیماً بدون عملیات حرارتی بیشتر تشکیل شود - یک مزیت پردازشی قابل توجه برای اجزای کوچک و نازک که در آن سخت شدن پس از شکل غیرعملی است.
محدودیت اصلی مقاومت در برابر خوردگی کم است. در محیط های مرطوب یا تهاجمی شیمیایی، حفاظت از سطح از طریق آبکاری، پوشش یا استفاده از درجه های ضد زنگ ضروری می شود.
5160 - استاندارد فنر برگ خودرو
گرید 5160 یک آلیاژ کروم-سیلیکون با تقریباً است 0.56-0.64٪ کربن و 0.70-0.90٪ کروم . این ماده غالب در فنرهای برگی خودروهای آمریکای شمالی و سیستمهای تعلیق کامیونهای سنگین است که ترکیبی عالی از چقرمگی، مقاومت در برابر خستگی و جعلپذیری آن را ایدهآل میکند. محتوای کروم امکان سخت شدن عمیقتر در بخشهای ضخیمتر را فراهم میکند – زمانی که فنرهای فولادی فورج فورج فولادی که ممکن است ضخامت 15 تا 25 میلیمتر در سراسر ناحیه گیره مرکزی داشته باشند بسیار مهم است.
5160 همچنین مقاومت بسیار خوبی در برابر شکنندگی هیدروژن در طول عملیات آبکاری از خود نشان میدهد، که زمانی که فنرها پوششهای محافظ در برابر خوردگی دریافت میکنند مرتبط است. جعل پذیری آن به این معنی است که عملیات آهنگری فولاد بدون سایش بیش از حد قالب یا نقص سطح انجام می شود و آن را به انتخابی مقرون به صرفه برای تولید خودروهای با حجم بالا تبدیل می کند.
9255 - سیستم تعلیق سنگین و کاربردهای خارج از جاده
عیار 9255 (فولاد Si-Mn با تقریباً 0.50-0.60٪ C، 1.80-2.20٪ Si، 0.70-1.00٪ منگنز ) برای فنرهای برگ سنگین در وسایل نقلیه تجاری، تجهیزات خارج از جاده و سیستم تعلیق واگن های ریلی استفاده می شود. سیلیکون در نزدیک به 2٪ حد الاستیک را به طور قابل توجهی افزایش می دهد و به فنر اجازه می دهد انرژی بیشتری را در واحد حجم ذخیره کند بدون اینکه مجموعه دائمی داشته باشد. این باعث میشود 9255 زمانی ایدهآل باشد که کاهش وزن یک هدف باشد - یک فنر نازکتر و سبکتر میتواند همان بار را تحمل کند، اگر ظرفیت الاستیک مواد بالاتر باشد.
تغییر شکل پذیری نسبت به 5160 کاهش می یابد. آهنگری فولاد 9255 نیاز به کنترل دقیق دما دارد. آهنگری زیر محدوده توصیه شده خطر ترک خوردگی را به همراه دارد و دمای آهنگری بیش از حد باعث درشت شدن دانه می شود که مزایای دانه ریز آلیاژ انتخاب شده را تضعیف می کند.
301 و 17-7 PH ضد زنگ - فولادهای فنری مقاوم در برابر خوردگی
در مواردی که مقاومت در برابر خوردگی غیرقابل مذاکره است - دستگاه های پزشکی، تجهیزات پردازش مواد غذایی، کاربردهای دریایی - درجه های زنگ نزن آستنیتی مانند 301 یا درجه های سخت شدن بارندگی مانند PH 17-7 مشخص شده است. اینها فولادهای فنر کربنی سنتی نیستند. آنها خواص فنر را از کار سرد (301) یا سخت شدن بارش (17-7 PH) به جای تشکیل مارتنزیت به دست می آورند. استحکام کششی در شرایط فول سخت 301 می رسد 1275 مگاپاسکال ، برای بسیاری از کاربردهای فنری کافی است. با این حال، مدول الاستیک و استحکام تسلیم آنها معمولاً کمتر از فولادهای فنر کربنی آلیاژی است، بنابراین طراحی باید این را در نظر بگیرد.
خواص مکانیکی که عملکرد فنر فولاد را تعریف می کند
سه ویژگی مکانیکی برای ارزیابی هر فولاد فنری برای یک وظیفه خاص مهم است:
قدرت تسلیم و حد الاستیک
حد الاستیک حداکثر تنشی است که یک فنر می تواند تحمل کند و همچنان به شکل اولیه خود بازگردد. برای فولادهای فنری با عملیات حرارتی مناسب، مقاومت تسلیم معمولاً در محدوده متفاوت است 1200 تا 1900 مگاپاسکال بسته به درجه و اندازه بخش نسبت استحکام تسلیم به استحکام کششی (نسبت تسلیم) یک پارامتر طراحی مهم است - نسبت تسلیم بالا به این معنی است که ظرفیت کششی بیشتر ماده به ذخیره سازی الاستیک مفید تبدیل می شود.
محدودیت قدرت خستگی و استقامت
فنرها طبق تعریف بارگذاری چرخه ای را تجربه می کنند. استحکام خستگی - دامنه تنشی که یک ماده می تواند برای تعداد مشخصی از چرخه ها بدون شکست تحمل کند - به اندازه استحکام استاتیک مهم است. برای اکثر فولادهای فنری، حد استقامت (تنشی که در زیر آن شکست خستگی در سیکلهای بینهایت رخ نمیدهد) تقریباً است. 40 تا 50 درصد استحکام کششی . شرایط سطح تأثیر زیادی دارد: ترکهای سطحی، گودالها، کربنزدایی ناشی از عملیات حرارتی نامناسب، یا حلقههای آهنگری، همگی به عنوان متمرکزکنندههای تنش عمل میکنند که ترکهای خستگی را بسیار کمتر از حد استقامت اسمی ایجاد میکنند.
به همین دلیل است که کربن زدایی - از دست دادن کربن از سطح فولاد در طی عملیات حرارتی - به شدت کنترل می شود. یک لایه کربن زدایی شده به نازکی 0.1 میلی متر می تواند عمر خستگی را 30 تا 50 درصد در فنری که در دامنه های تنش بالا کار می کند کاهش دهد. اتمسفرهای محافظ در طول عملیات حرارتی، کنترل دقیق زمان در دما، و بازرسی پس از عملیات، روش استاندارد در تولید فنر با کیفیت هستند.
مقاومت در برابر آرامش (مقاومت در برابر ست)
فنری که به تدریج بار خود را از دست می دهد - که به عنوان گرفتن "ست" شناخته می شود - یک شکست عملکردی است حتی اگر هیچ شکستگی رخ ندهد. آرامش توسط مکانیسم های خزش هدایت می شود و به شدت وابسته به دما است. برای فولادهای فنر کربنی و آلیاژی استاندارد، دمای سرویس بالاتر است 120-150 درجه سانتیگراد آرامش را به میزان قابل توجهی تسریع می کند. گریدهای آلیاژی سیلیکونی از نظر مقاومت در برابر آرامش بهتر از گریدهای کربن ساده هستند، به همین دلیل است که فولادهای حاوی سی در سیستمهای اگزوز خودرو، فنرهای سوپاپ موتور و سایر کاربردهای فنر با دمای بالا ترجیح داده میشوند.
فولاد فنری در مقابل سایر فولادهای با استحکام بالا - تفاوت های کلیدی
فولاد فنر گاهی با فولاد ابزار یا فولاد سازه ای با مقاومت بالا اشتباه گرفته می شود. در حالی که این خانواده مواد دارای استحکام بالایی هستند، اولویت های طراحی آنها به طور قابل توجهی متفاوت است.
| اموال | فولاد فنری | فولاد ابزار | سازه فولاد با مقاومت بالا |
|---|---|---|---|
| هدف اولیه | ذخیره انرژی الاستیک | مقاومت در برابر سایش / سختی | تحمل بار استاتیک |
| طراحی خستگی | نگرانی مرکزی | نگرانی ثانویه | نگرانی متوسط |
| درصد کربن معمولی | 0.60-1.00٪ | 0.80-2.50٪ | 0.10-0.30٪ |
| سختی معمولی | 44-52 HRC | 58-65 HRC | 20-35 HRC |
| جعل پذیری | خوب تا عالی | متوسط (نیاز به مراقبت دارد) | عالی |
فولادهای ابزار برای حداکثر سختی و مقاومت در برابر سایش مهندسی شدهاند که به سطوح کربن آنقدر بالا نیاز دارد که شکلپذیری و چقرمگی به شدت کاهش مییابد و آنها را برای کاربردهای خمشی یا پیچشی کاملاً نامناسب میسازد. فولادهای سازه ای جوش پذیری و استحکام ساکن را بر عملکرد الاستیک اولویت می دهند. فولاد فنری یک حد وسط عمدی را اشغال می کند: به اندازه کافی سخت برای مقاومت در برابر تغییر شکل دائمی تحت تنش زیاد، به اندازه کافی سخت برای جذب ضربه بدون شکستگی، و به اندازه کافی الاستیک برای انجام میلیون ها چرخه بارگذاری قابل اطمینان.
فرآیندهای آهنگری فولاد مورد استفاده برای قطعات فولادی فنری
روش های آهنگری فولادی که برای فولاد فنری اعمال می شود بر اساس هندسه اجزاء، خواص مکانیکی مورد نیاز و حجم تولید متفاوت است. هر فرآیند ترکیب متفاوتی از دقت ابعادی، کیفیت ریزساختار و هزینه ابزارآلات تولید می کند.
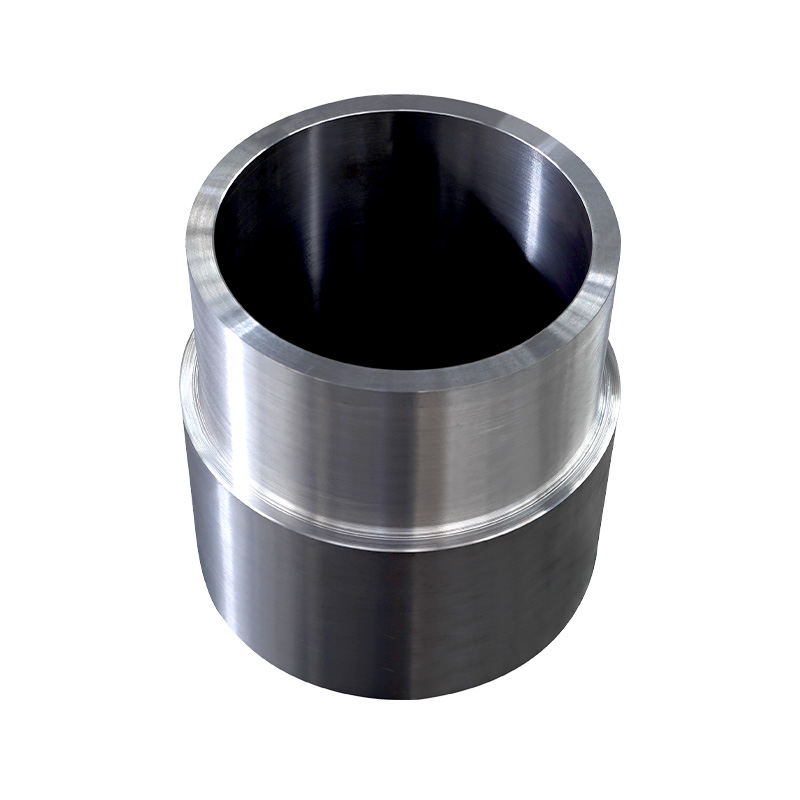
فورج باز قالب
آهنگری قالب باز - جایی که قطعه کار بین قالب های مسطح یا ساده بدون حفره محصور تغییر شکل می دهد - برای فنرهای برگ بزرگ، پریفرم های میله پیچشی و سایر اجزای فنری حجیم استفاده می شود. این فرآیند کاهشهای زیادی در سطح مقطع را ممکن میسازد، که پالایش دانه و همگن شدن آلیاژ را به حداکثر میرساند. برای یک میله پیچشی وسایل نقلیه سنگین تا طول 1.5 متر، آهنگری قالب باز از یک میله گرد اغلب تنها گزینه عملی شکل دهی قبل از ماشینکاری نهایی است. کاهش های کاری 4:1 به 6:1 رایج هستند و به طور قابل توجهی عملکرد خستگی قطعه تمام شده را در مقایسه با استوک میله های کشیده یا نورد بهبود می بخشند.
فورج قالب بسته
فورج فولادی با قالب بسته (مثلا قالب) فرآیند غالب برای تولید حجم بالا فنرهای فنری خودرو، فنرهای سوپاپ و اجزای فنر تخت با شکل دقیق است. شمش فولادی در یک حفره قالب قرار می گیرد که شکل سه بعدی قطعه را مشخص می کند و نیروی آهنگری باعث می شود مواد داخل حفره را پر کند. این فرآیند به دست می آورد تحمل ابعادی ± 0.5 تا 1.5 ± میلی متر در ابعاد بحرانی، کاهش ماشینکاری پایین دست.
برای فولادهای فنری با محتوای سیلیکون یا کروم بالا، مدیریت دمای قالب بسیار مهم است. زمان تماس بین قالبهای فولاد داغ و کولر باید به حداقل برسد تا از سرد شدن زودرس سطحی که جریان فلز را مختل میکند و باعث ایجاد بخشهای پر نشده یا نیاز به نیروی آهنگری بیش از حد میشود، جلوگیری شود. پرس های فورج قالب بسته مدرن برای فولاد فنری در تناژهای پرس از 2500 تا 16000 تن بسته به اندازه قطعه کار می کنند.
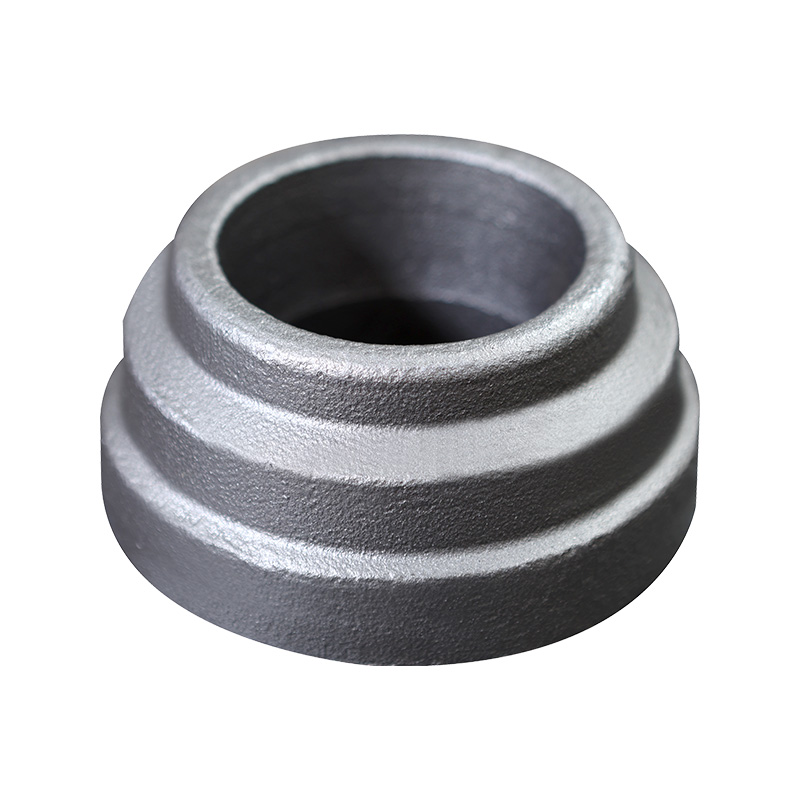
رول فورج
آهنگری رول از رول های کانتور برای کشیده شدن و شکل دادن به میله یا شمش گرم شده استفاده می کند و سطح مقطع را به تدریج در طول آن کاهش می دهد. این فرآیند بهویژه برای فنرهای برگ با پروفیلهای ضخامت مخروطی - ضخیمتر در گیره مرکزی و به تدریج نازکتر به سمت چشمها مناسب است. برگ های مخروطی تنش را به طور یکنواخت در طول بهار توزیع می کنند و در مقایسه با برگ های با ضخامت ثابت، عمر خستگی را بهبود می بخشند. آهنگری رول این مخروطی را به طور موثر در یک یا دو عبور از رول ها، با هزینه ابزار بسیار کمتر نسبت به عملیات قالب بسته معادل، به دست می آورد.
فورج گرم فولاد فنری
آهنگری گرم - معمولاً در دماهای بین شکل دهی سرد و آهنگری کامل گرم انجام می شود 650-900 درجه سانتیگراد برای فولادهای فنری - یک مصالحه مفید ارائه می دهد. تشکیل رسوب در مقایسه با آهنگری داغ کاهش مییابد، دقت ابعادی بهبود مییابد، و خواص مکانیکی اغلب بیشتر از خواص مکانیکی ناشی از شکلدهی سرد به تنهایی به دلیل بازیابی نسبی سخت شدن کار است. برای سیم فنر سیم پیچ با اندازه متوسط که در شرایط گرم سیم پیچ می شود و سپس مستقیماً از تشکیل گرما خاموش می شود، فورج گرم یا سیم پیچ گرم چرخه کلی فرآیند را کوتاه می کند و مصرف انرژی را در مقایسه با مراحل جداگانه شکل دهی و گرم کردن مجدد کاهش می دهد.
کاربردهای عمده فولاد فنری در سراسر صنایع
مشخصات مکانیکی منحصر به فرد فولاد فنری آن را در ده ها صنعت ضروری می کند. بخشهای زیر برای کاربردهای خاص و حیاتی به آن تکیه میکنند.
سیستم تعلیق خودرو و خودروهای تجاری
صنعت خودرو بزرگترین مصرف کننده فولاد فنری در جهان است. یک ماشین سواری معمولی شامل 4 فنر سیم پیچ و 2 میله تثبیت کننده ، همه از فولاد فنری - معمولاً 5160 یا 54SiCr6 ساخته می شوند. کامیونهای تجاری سنگین به بستههای فنری چند لنگه ساخته شده از 9255 یا گریدهای مشابه Si-Mn متکی هستند که میتوانند بار محوری را تا 13 تن در هر محور حمل کنند و در عین حال میلیونها چرخه بار ناشی از جاده را در طول عمر مفید 1 میلیون کیلومتری خودرو تحمل کنند.
فنرهای برگ سهموی - که در آن هر برگ یک عنصر مخروطی منفرد است نه یک نوار با ضخامت یکنواخت - یک اصلاح مهندسی است که با آهنگری رول دقیق و کیفیت فولاد فنری مدرن امکانپذیر شده است. با باریک کردن برگ برای پیروی از مشخصات توزیع تنش، مواد در جایی که لازم است متمرکز می شوند و در جایی که نیست حذف می شوند و وزن فنر کاهش می یابد. 30-50٪ در مقایسه با بسته های معمولی چند برگی که بار یکسان را حمل می کنند.
هوافضا و دفاع
فنرهای ارابه فرود هواپیما، فنرهای برگشتی سطحی کنترلی و مکانیسم های صندلی پرتابی از فولادهای فنر آلیاژی بالا استفاده می کنند که از طریق آهنگری و عملیات حرارتی سخت فولاد پردازش می شوند. مشخصات نظامی برای این قطعات، پروتکلهای بازرسی 100% از جمله آزمایش اولتراسونیک، بازرسی ذرات مغناطیسی و تأیید ابعاد را بسیار سختگیرانهتر از استانداردهای خودروهای تجاری است. درجه 300M (4340 اصلاح شده با افزودن سیلیکون) در برخی از کاربردهای فنر ارابه فرود با عملکرد فوق العاده بالا استفاده می شود که استحکام کششی بالاتری را ارائه می دهد. 1900 مگاپاسکال با چقرمگی کافی برای بارگذاری ضربه.
ماشین آلات و ابزارآلات صنعتی
فنرهای قالبی، واشرهای Belleville، فنرهای گیره در ماشین ابزار، و فنرهای اتصال انتقال قدرت، همگی از فولاد فنری استفاده می کنند. در قالب های مهر زنی، مجموعه های فنر نیتروژن-گاز تا حد زیادی جایگزین فنرهای سیم پیچ مکانیکی در کاربردهای با نرخ بالا شده اند، اما فنرهای برگشتی و جهشی در ابزارهای کوچکتر عمدتاً فولاد فنری باقی می مانند. توانایی عرضه این فنرها به شکل نوار و میله از پیش سخت شده - آماده ماشین کاری یا فرم دهی بدون عملیات حرارتی بیشتر - یک مزیت اصلی تولید برای سازندگان ابزار است.
راه آهن و حمل و نقل انبوه
بوژهای راهآهن (مجموعههای کامیونهای چرخدار) از فنرهای تلفیقی و فنرهای ساندویچی فلزی لاستیکی برای جداسازی بدنه خودرو از بینظمیهای مسیر استفاده میکنند. فنرهای سیم پیچ در یک بوژی ریلی مسافری معمولی باید بارهای ساکن را حمل کنند 15-25 کیلو نیوتن در هر فنر در حالی که ورودیهای دینامیکی را در فرکانسهای تا 50 هرتز در فواصل سرویس بین 2 تا 5 میلیون کیلومتر جذب میکند. این الزامات خستگی شدید، مشخصات گریدهای فنری Si-Cr ممتاز را که از طریق توالیهای آهنگری و عملیات حرارتی تأیید شده فولاد با اسناد ردیابی کامل پردازش میشوند، هدایت میکند.
حالت های رایج شکست در فولاد فنری و نحوه جلوگیری از آنها
درک چگونگی شکست فولاد فنر در سرویس به طور مستقیم به انتخاب مواد، انتخاب های پردازش و شیوه های نگهداری اطلاع می دهد. اکثر شکست ها در یکی از پنج دسته قرار می گیرند.
- شکستگی خستگی - رایج ترین حالت شکست، که از عیوب سطحی، مناطق کربن زدایی شده، یا آخال های زیرسطحی منشأ می گیرد. پیشگیری: کنترل دقیق کیفیت سطح، اتمسفرهای محافظ در طول عملیات حرارتی، شات پنینگ، و عملکرد در دامنههای استرس بسیار کمتر از حد استقامت.
- خستگی ناشی از خوردگی - گودال های خوردگی به عنوان متمرکز کننده تنش عمل می کنند که باعث ایجاد ترک های خستگی در تنش های بسیار کمتر از حد استقامت محیط هوا می شود. پیشگیری: پوشش های محافظ، گریدهای فولادی فنر ضد زنگ یا طراحی دور از قرار گرفتن در معرض رطوبت.
- تردی هیدروژنی - جذب هیدروژن در طی فرآیند آبکاری یا اسید ترشی باعث تاخیر در شکستگی شکننده می شود. پیشگیری: پخت در دمای 190 تا 220 درجه سانتیگراد ظرف 4 ساعت پس از آبکاری برای خارج کردن هیدروژن جذب شده. مشخص کردن فرآیندهای آبکاری کم هیدروژن
- مجموعه دائمی (آرامش خزشی) - از دست دادن تدریجی بار فنر در دمای بالا یا تحت بار استاتیکی بالا. پیشگیری: از گریدهای آلیاژی Si برای کاربردهای دمای بالا استفاده کنید. بررسی کنید که تنش عملیاتی زیر حد آرامش ماده است.
- عیوب آهنگری - دور زدن، بسته شدن سرد، یا ترکیدگی آهنگری ناشی از کنترل دمای نامناسب آهنگری فولاد، ترکهای از قبل موجود را ایجاد میکند که به طور چشمگیری عمر خستگی را کاهش میدهد. پیشگیری: پروتکلهای دقیق گرمایش بیلت، طراحی قالبی که از غلظتهای تنش شعاع شدید جلوگیری میکند، و بازرسی 100% اولتراسونیک آهنگری تمامشده در کاربردهای حیاتی.
انتخاب گرید مناسب فولاد فنری - یک چارچوب تصمیم عملی
انتخاب نمره هرگز خودسرانه نیست. کار بر روی این ملاحظات به طور سیستماتیک از سناریوی پرهزینه فنری که از نظر هندسی صحیح است اما از نظر متالورژی برای کاربرد آن اشتباه است، جلوگیری می کند.
- محدوده دمای عملیاتی چقدر است؟ در دمای زیر 120 درجه سانتیگراد، اکثر فولادهای فنر کربنی یا آلیاژی عملکرد قابل اعتمادی دارند. بین 120 درجه سانتی گراد و 250 درجه سانتی گراد، گریدهای آلیاژی سیلیکونی (Si-Mn، Si-Cr) ترجیح داده می شوند. در دمای بالای 250 درجه سانتیگراد، به مواد فنری با آلیاژ بالا یا سوپرآلیاژ نیاز است.
- محیط خوردگی چیست؟ اگر انتظار می رود در معرض رطوبت، نمک یا مواد شیمیایی قرار بگیرید، از همان ابتدا فولاد فنر ضد زنگ یا محافظ سطح طراحی شده را برای گریدهای کربن مشخص کنید.
- الزامات چرخه خستگی چیست؟ برای کاربردهایی که به بیش از 107 سیکل نیاز دارند (در اکثر کدهای طراحی اساساً عمر بینهایت)، دامنه تنش باید زیر حد استقامت باشد و کیفیت سطح باید به شدت کنترل شود. درجه و پردازش باید با هم مشخص شوند، نه به طور مستقل.
- اندازه بخش چقدر است؟ مقاطع ضخیم به نمرات با سختی پذیری بالا (افزودن کروم یا منگنز) برای دستیابی به سختی یکنواخت در طول مقطع پس از کوئنچ نیاز دارند. فولادهای کربنی ساده در بخش هایی با قطر تقریباً 15 میلی متر در هسته نرم خواهند بود.
- آیا آهنگری فولادی برای شکل دهی استفاده می شود؟ اگر چنین است، جعل پذیری در دمای مورد نظر باید تایید شود. نمرات با سیلیکون بالا به پنجرههای باریکتر با دمای آهنگری نیاز دارند و ممکن است در مقایسه با گریدهای کربن ساده به دنبالههای پرس اصلاحشده نیاز داشته باشند.
- محدودیت های هزینه و در دسترس بودن چیست؟ نمرات استاندارد مانند 5160 و 9255 از چندین تامین کننده در سراسر جهان در دسترس هستند. گریدهای آلیاژی یا تخصصی ممکن است زمان تولید طولانیتر و هزینههای مواد بالاتری داشته باشند که بر انتخابهای طراحی برای کاربردهای حساس به هزینه تأثیر میگذارد.
این فرآیند تصمیم گیری، که به طور سیستماتیک اعمال می شود، منجر به مشخصات مواد و پردازش می شود که عمر مفید قابل اعتمادی را بدون طراحی بیش از حد ارائه می دهد - و بدون خرابی های میدانی که ناشی از توجه ناکافی به تعامل بین درجه فولاد، عملیات حرارتی، وضعیت سطح و محیط عملیاتی است.



